电子束焊接的发展和优势
电脑杂谈 发布时间:2020-04-29 15:33:35 来源:网络整理
作者: 未知
【摘要】经过几十年的发展,电子束焊接技术已被广泛研究并应用于实验室研究和工业生产,可以解决不锈钢,钛合金和铜合金的焊接问题. 与其他焊接方法相比,电子束焊接的焊接变形小;聚焦透镜的焦距大,有利于焊接工艺. 适用于厚度范围大的工件的焊接. 异种金属的焊接和更大的熔深. 特别是它在焊接大厚度和绝缘材料的工件时具有很大的优势和广阔的应用前景,需要进行系统的研究以指导生产和应用.
[关键词]电子束焊接;焊接变形厚板焊接;异种焊接穿透深度
首先,电子束焊接的发展
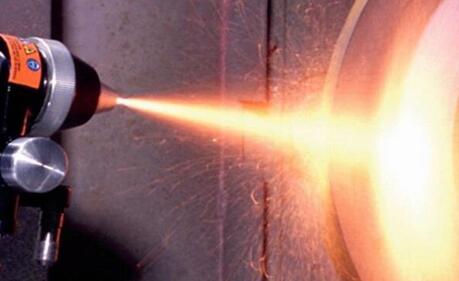
电子束的发现已有100多年的历史. 由于电子很容易获得并带有电荷,因此在电场作用下电子很容易加速以获得高能量,因此对电子束的研究非常早. . 电子束焊接设备类似于当今普遍使用的电子束设备. 电子束被加速到高能量并通过电磁透镜聚焦在一个点上,然后作用在工件的表面上. 电子的动能被转换成热能以焊接材料. 电子产生电子束. 电子束在电磁透镜的聚焦下作用在工件表面上,以完成工件的焊接. 辅助设备包括真空室,吸尘设备,水冷却系统,光学观察系统和各种阀门. 电子束能量密度D由下式确定:

D = k ・ I0.25V3.5
其中,k是电子常数,I是电子束电流,V是加速电压. 从公式中每个参数的指标开始,增加加速电压可以大大增加电子束的能量密度,因此目前的电子束焊接设备已发展到300kV或更高,并结合了聚焦和聚焦效果. 随着电磁透镜的发展,真空度的提高,作用在工件表面的电子束的能量密度越来越高,获得了较好的焊接和加工效果.
第二,电子束焊接的优点
电子束焊接已广泛用于实验室研究和工业生产. 与其他焊接方法相比,其特点和优点如下:
1电子束焊接的优缺点,最小焊接变形
变形与焊接过程中的导热过程有关,通常热量越高,焊接中的变形就越大. 电子束焊接工艺具有较小的热影响区,并且在焊接过程中具有较小的收缩应变,因此适用于使用传统焊接方法焊接易破裂的金属.
I. Magnabosco等. [1]系统地研究了电子束焊接过程中的三种接头(Cu + AISI 304L不锈钢接头I; Cu + AISI 304不锈钢接头II和Cu + AISI 316L不锈钢接头III). 焊接工艺的特点,除了电子束电流,电子距工件的高度,焊接路径和铜板-钢板的厚度外,其他工艺参数均相同. 得出以下结论: Ⅰ节的热影响区基本可以忽略,Ⅱ节和Ⅲ节的热影响区只有几十微米. 三个接头的热影响区的厚度与焊接时电子束的能量相对应. Ⅰ在焊接过程中,电子的功率较小电子束焊接的优缺点,输出能量较低. 因此,除了铜的某些渗透外,在接头处未观察到其他缺陷. 电子在第Ⅱ节和第Ⅲ节的焊接过程中的功率很大,而且大量的Cu扩散使奥氏体不锈钢颗粒变脆. 在正常情况下,这种现象会促进由热引起的微裂纹的产生,并降低接头的性能.
2. 望远端的长度使焊接过程易于实现
作为粒子束,电子束无法通过传统的光学透镜聚焦,并且可以聚焦的电磁透镜具有较大的焦距. 当前普通高压设备中电磁透镜的焦距可以达到180cm,并且精确. 控制电子束可以穿透宽度仅为630μm的狭缝. 因此,对于几何形状较为复杂的零件,有些零件不适合传统焊的放置和焊接,但是电子束焊接不受工件形状的限制,使焊接过程更容易实现.
3. 电子束焊接可以实现大厚度范围工件的焊接

通过控制工艺参数,电子束焊接可以实属焊接. 而且,同一设备还可以实现厚度差较大的工件之间的焊接,这是传统焊接方法无法实现的. 因为传统的焊接方法是先加热工件然后融化以完成焊接过程,但是在此过程中,如果热量发生了熔化较厚的部分,则由于传热,较薄的部分将无法承受如此大量的热量. 此时热. 相反,热量不足以熔化较厚的零件,因此无法实现焊接. 为了改善接头的抗疲劳性和韧性,必须获得更好的微观结构,这需要改变接头的组成而不改变工艺参数来达到目的. 试验证明,在焊接过程中引入纯钛作为填料对改善接头性能有一定作用. 电子束焊接还可以实现较薄工件的焊接,焊缝质量良好,因此电子束焊接在薄壁零件焊接中具有更大的优势.
4. 电子束焊接可以实属之间的焊接
为了满足不同的需求,有时需要焊接不同的材料,例如承受更大扭矩的轴零件,传动零件可以使用一种材料,而抗疲劳零件则需要另一种材料,电子束焊接实逐渐进入人们的视野. 由于具有良好的机械性能,较小的密度和良好的生物相容性,Ti具有可焊接性. 研究也逐渐开始. 但是在传统的焊接方法中,在Ti及其合金的焊接过程中,Ti容易与大气中的O,N等气体结合形成化合物,从而破坏了接头的性能. 因此,电子束焊接已成为焊接钛及其合金的首选方法.
Ti合金具有优异的性能,因此与其他金属结合使用时,它们可以表属间焊接技术. 王婷等. [2]使用电子束焊接技术来研究Ti-15-3钛合金和304不锈钢的焊接性能. 实验发区域的一侧,Cu和Ti的反应优先控制了冶金过程,从而生成具有高硬度的Cu / Ti金属间化合物. 焊缝中间是分散有TiFe2的Cu固溶体,TiFe2不仅增强了焊缝的塑性,而且增强了软的Cu固溶体. 不锈钢附近是Cu和Fe的固溶体,其中分散有TiFe2. 焊缝的抗拉强度试验,抗拉强度可达234MPa.
5. 电子束焊接具有更大的熔深

电子束能量很高,因此可以穿透厚板或多层板,其厚度相当于厚板,这使得电子束焊接的应用范围更广,可以实. 焊接是传统的焊接方法,如氩弧焊,很难满足性能要求.
三,结论
自1950年代电子束焊接技术发展以来,它已被广泛研究并应用于实验室和工业生产中. 与其他焊接方法相比,电子束焊接的焊接变形小;聚焦透镜的焦距大,有利于焊接工艺. 适用于厚度范围大的工件的焊接. 异种金属的焊接和更大的熔深. 因此,它在不锈钢,钛合金,铜合金和其他对焊接条件有更严格要求的材料系统中具有独特的优势和广阔的应用前景,特别是对较厚的工件和绝缘材料的焊接. 正是由于这一系列的优点,电子束焊接在研究和工业生产中起着不可替代的作用.
参考文献:
[p] [1] I. Magnabosco,P. Ferro,F. Bonollo等. 铜不锈钢电子束焊接中熔合区的微观组织研究. 材料科学与工程A 424(2006)163-173.
[2]汪婷,张炳刚,陈国庆,等. 用铜夹层板将Ti-15-3钛合金与304不锈钢进行电子束焊接. 反式Nonferrus. 大都会Soc China 20(2010)1829-1834.
本文来自电脑杂谈,转载请注明本文网址:
http://www.pc-fly.com/a/jisuanjixue/article-193127-1.html
-

-
李秉宪
一样的东西实体店卖100
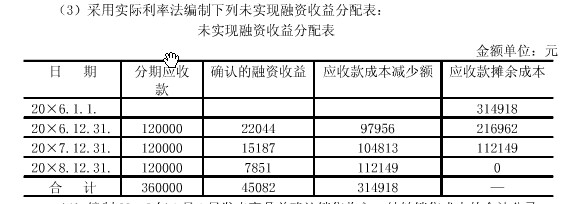 插值法计算实际利率_实际利率法实际_实际利率法的概念
插值法计算实际利率_实际利率法实际_实际利率法的概念 华东医院泌尿科预约挂号
华东医院泌尿科预约挂号 JSP编程
JSP编程 下列关于alpha测试的描述_lolalpha测试_ios10测试版描述文件
下列关于alpha测试的描述_lolalpha测试_ios10测试版描述文件
难道我做出的产品会把不合格的送去质检局检测