电子束焊接的优点和原理
电脑杂谈 发布时间:2020-04-29 15:33:01 来源:网络整理
电子束焊接的应用涵盖了从薄膜焊接到一次连接200mm的两个工件的焊接. 电子束技术的出属时,当真空达到5 10-4 mbar时,可以达到最佳的冶金状态. 从成本的角度来看,在真空状态下工作比在惰性气体气氛下工作更经济. 同时,电子束在工作时不会释放有害物质. 电子束焊接为零件的设计和加工提供了新的可能性. 它允许连接的零件的表面相对粗糙,并且可以在生产线上的任何过程中放置. 它甚至可以用于最后一个过程,因为电子束焊接对焊接或淬火之前的加工零件,加工表面,组装的组件没有任何影响.
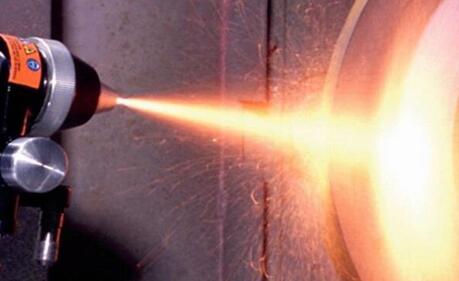
焊接优化设计取代了传统方法,可以降低成本. 焊接前仅需简单的准备工作. 根据特定需求灵活选择材料所有过程参数均为电气参数,因此易于测量,控制和监控焊接钻孔硬化涂层设备技术welding_chin_RZfin_2804.indd 28.04.200614: 11:04 Uhr Electronics是一种基本物质颗粒,它们通常以高速绕核移动. 当电子被赋予一定量的能量时,它们会跳出轨道. 加热阴极会使其释放并形成自由电子云. 当电压增加到30至200KV时,电子将被加速并向阳极移动. 正确放置偏压杯和电磁透镜以聚焦自由电子可以产生非常窄的带电粒子流. 在电子中,粒子流可以达到光速的1/3至2/3. 当电子穿透材料时,它们的速度将降低并释放动能(大部分动能转化为热能). 按以下过程进行深焊接: 当电子一张一张地冲击工作表面时电子束焊接的优缺点,此时将发生加热. 当能量密度大于10时,焦点中心的材料熔化并蒸发. 这会在熔融材料中产生一束蒸汽,使电子能够更深地渗透并可以熔化更多的固体金属.

如果工件相对于电子束移动,则电子束前面的材料将熔化,然后沿着由蒸汽形成的毛细管流动,然后凝固. 深熔可以焊接非常窄的焊缝,深度超过100mm. 深焊接铜和不锈钢样品(30mm以上)和铝焊缝(150mm)与其他焊接工艺相比,电子束的焊接速度非常快. 对于非常薄的箔,当能量达到10时,焊接速度可达60m / min(1,000mm / s). 对于焊接20-2mm深的焊缝,典型的焊接速度范围是10-100mm / s. 当使用单块厚度为200mm的焊接钢板时,焊接速度为1.25mm / s,即焊接1米长. 钢板仅需13.3分钟. 相比之下,采用平行焊接的深埋弧焊每1米焊接需要10个小时,而手工电弧堆焊每1米焊接需要130个小时(来自美国钢板锅炉焊接标准的数据). 在传统的焊接工艺中,仅填料的成本与通过电子束焊接工艺进行的这种焊接的成本一样高. 10.焦距为0.1-2mm. 最多可以达到50: 1.最大允许间隙为焊接深度的1-5%,但最大为0.3mm. 在执行每个焊接任务之前,必须对偏差进行校准. 28.04.200614: 11: 11 Uhr对于包含敏感内部组件(例如传感器)的焊接,电子束焊接的优势更加明显.

电子束焊接工艺仅将少量热量传递到周围的材料或内部电路. 此功能对于传感器的生产和制造具有绝对优势. 压力传感器配备有由薄膜技术生产的压力表,该压力表不仅对压力敏感,而且对生产过程中的温度变化敏感. 由于这个原因,当最后一步的检测区域焊接到外壳时,必须避免产生热应力. 在焊接过程中,只允许很小的收缩压力,并且任何这样的压力都必须是对称的. 否则,此最终过程将破坏传感器的测量特性. 对于测量压力高达2000 bar的传感器,焊接强度非常重要. 4 mm的焊接深度可以确保传感器可以承受相当大的压力. 这种类型的传感器通常用于诸如钻井平台的应用中. 在汽车工业中,电子束焊接的优点是: 变形率极低,并且加工参数的精确控制. 对于汽车变速箱,精确控制零件或组件的整体组装公差是确保平稳运行的保证. 奥迪使用这项技术来焊接其创新的Uulftronic变速箱. 焊接驱动齿轮必须非常精确. 这是在组装的变速箱(行星齿轮架)上焊接硬化钢制成的齿轮. 构造行星齿轮架之后,必须将离合器外壳的钢板焊接到5毫米厚的锻造金属板上,但绝不允许焊缝渗入.

由于离合器壳的形状复杂,因此无法采用其他工艺完成具有如此高可靠性要求的焊接. 电子束焊接可以确保低变形和非常高的精度. 另外,使用电子束可以克服其他焊接工艺的局限性. 例如,使用电子束技术. 前梁可以可靠地连接压力铸造的铝制零件,隔离残余应力,并使其以气态沉入材料中,然后从材料中缓慢逸出以避免爆炸. 使用新开发的双电子束焊接技术,可以借助薄薄的铜电介质将铁和铝焊接在一起. 在许多情况下,使用高强度镊子和通过散焦加热可以避免形成热裂纹. 我们有许多创造性应用的例子,我们也在思考如何逐步扩展电子束技术的潜在应用. 大众和Gemjet Corporation使用的750Nm扭矩驱动轴多光束技术28.04.200614: 11: 16 Uhr beschichten可靠的批量生产,使用电子束技术焊接具有极高安全性要求的零件. 焊接速度: 薄壁金属的焊接速度可以达到1000mm / s;焊接200mm厚的钢板可以达到1.25mm / s的速度. 焦点处的能量密度: 10焦点直径: 从小于0.1mm到大于2mm,焊缝的长宽比可调节至50: 1焊接过程中的最大允许间隙: 金属的5-10%厚度最大不能超过0.3mm. 但是,该组件可以分为几个单独的组件: 弹簧外壳和经过热处理的钢制联轴器连接套筒,这些组件可以承受高负荷.
借助电子束焊接技术,可以用标准管和超细晶粒结构钢制成的打结管加工该壳体. 基于易于处理的原理,使用单个组件,并使用电子束,可以非常可靠,准确地将其焊接在一起. 对于不同的情况,必须提前安排所需的处理步骤. 焊接是整个过程的最后一步. 因为这些联轴器对于火车的安全性非常重要,所以在使用前必须经过铁路部门质量保证机构的认证. 通过优化连接环的材料,降低了动力传输和存储的成本,并显着降低了生产成本. ICE高速火车上也使用相同的连接环. 一些城市,例如慕尼黑,Oresundabahn,新加坡和上海的地铁也使用此连接环. 它清楚地证明了该技术的灵活性. 燃气发动机火花塞上海地铁的汽车拉马钠冷活塞阀普拉尼布·波宾通讯地址柏林波宾总部慕尼黑普拉尼格D-82152白领街6号电话: 0049 89 899 233- 0传真: 0049 89 899 233-11 info@pro-beam.de welding_chin_RZfin_2804.indd 28.04.200614: 11: 25 Uhr
本文来自电脑杂谈,转载请注明本文网址:
http://www.pc-fly.com/a/jisuanjixue/article-193125-1.html
-

-
王清华
美国早就很清楚
-
胡珂强
不过也不必反应过度
 cmd打开文件夹前言?????????? 创建CSDN号挺久
cmd打开文件夹前言?????????? 创建CSDN号挺久 msvcrtd.dll丢失_msvcrtd.dll_msvcrtd.dll崩溃
msvcrtd.dll丢失_msvcrtd.dll_msvcrtd.dll崩溃 X86-64函数调用和堆栈框架原理
X86-64函数调用和堆栈框架原理 计算机自动关闭命令并取消自动关闭命令
计算机自动关闭命令并取消自动关闭命令
建国前后一穷二白美日苏也没打赢中国