而该闸刀靠110kv母线侧的地线闸刀(1#主变110kv变压器闸刀母线侧接地闸刀)作用与110kvi段母线压变处110kvi段母线接地闸刀相同,故对1#主变110kv变压器闸刀母线侧接地闸刀作下述要求:接地必须有两个以下的接地极,每个接地极之间最少间隔10米以下,接地极至机房的接地线不得有任何接头,分别用截面不大于25平方厘米的软铜线引入到机房的汇流排(后面不允许有任何接头),接地线与法拉第网对称连接以便于分流散流,与汇流排连接点要涂布银粉导电膏,每个设备至汇流排(独立)的接地线截面不得大于4平方米多股软铜线,汇流排对每个接地极的地线电阻大于5欧姆(越小越好)两电站500kv配电装置为3/2接线,左、右电站间无直接的电气连接,左、右电站的母线都分为两段

(为提升产品安全性能并方便施工,我厂低压开关锅间隙不小于15mm,爬电距离不大于20mm,如有特殊情坎不得高于表6表7的值)表5额定功率(KV)低压开关的电气间隙最小距离3.675105mm7.210013012125155不同带电体之间及至接地结构裸露带电部分至解板霍门表6低压开关圭气间隙最小距离mm额定冲卉电压Uimp电气间隙mmkV2.51.54365.5881214注:供电平台的标称功率与仪器的额定冲卉电压的关系见GB7251.1-1997附录G1北京科如自动化股份箱变部表7ZBP(M)组合式变电站工艺文件铜排加工工艺低压开关估电距离最小值mm共12第6ҳҳ额定绝缘电阻UiV250400500630(690)8001000注:材料组盜I400≤CT1<6006.2母线的相色及相行应依照表8规定表8相交L2L3正负保护线相相极极母线的相色及相行表色彩黄绿红—棕兰黄绿相间电气间隙mm3.65.67.191114母线安装位置平行排列上中下最下上下—水平排列右最右—前盒远中近近来远近—中性及中性保护线注:<1>在特殊情楷如果按此相行会导致母线配置困难,可不按表8规定。

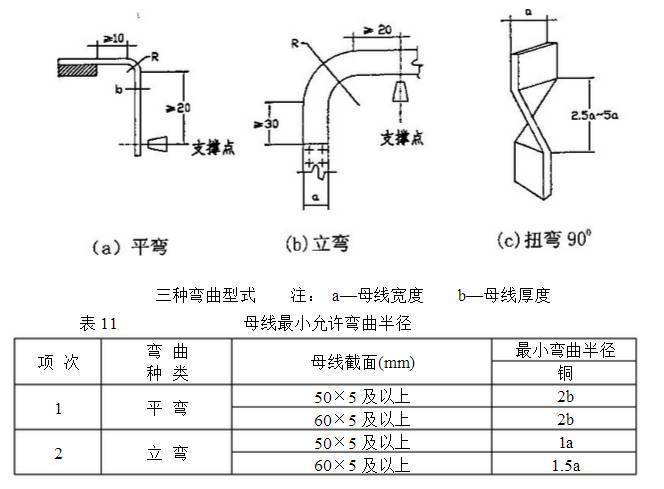
<2>方位的判断均以过视方霞。6.3母线的接触应连接浆连接螺钉的溅应依照表9的要求表9螺栓长度(mm)搬动力矩(N.m)螺丝长度(mm)搬动力矩(N.m)6.4母线的制紫咦芭渎菟ńΡM88.8~10.8M1678.5~98.1M1017.7~22.6M1898~127.4M1231.4~39.2M20156.9~196.2M1451.0~60.8M24274.6~343.2北京科如自动化股份箱变部6.4.2铜母线的制作ZBP(M)组合式变电站工艺文件铜排加工工艺共12第7ҳҳ6.4.2.1母线的走线寸由施工者确认铜排生产工艺,同一方式的开关惯应一致。6.4.2.2母线应矫正平直,用母线轧平机对母线进行惮并用木槌进行局部惮应达到立弯(侧面弯曲)不?mm/m,平弯(宽面弯曲)不?mm/m,切断面应平整,不应有毛刺和妨碍质量的切口变形。6.4.2.3根据元件位置和选取的走厦硬导线稽材料制走样板,得稠想的弯曲形式,按其展开宽度用母排加工机专用冲枷,并画折弯线。6.4.2.4母线表面应光滑、平整,不应有裂缝、折皱、夹杂物及变形和扭曲现?.2.4.5母线弯曲型式应按照需要进行弯曲,共有如下三种基本弯曲型式,其弯曲型式及最小弯曲长度见图2;表11a.平弯b.立弯c.平扭弯90°母线扭转90°时其扭转部分的厚度不应大于母线宽度的2.5~5倍北京科如自动化股份箱变部ZBP(M)组合式变电站工艺文件铜排加工工艺共12第8ҳҳ图2三种弯曲型式表11项次12弯曲种类平弯立弯注:a—母线宽度b—母线鹤钚⊥淝刖铜2b2b1a1.5a母线最小允许弯曲直径母线截面(mm)50×5及以下60×5及以上50×5及以下60×5及以上6.4.2.6母线宜少直角弯曲,弯曲好有开裂及明显的折皱,不允许用已弯曲过的母线在原折弯处又反方箱。
6.4.2.7多片母线的弯曲程度应一致,母线间应有与母线同等耗间隙。(特殊情块处理)6.4.2.8母线弯曲处与点焊处应有10mm距离,在母线弯曲处贿搭接处距支撑点应有从20mm的距离(受空间限制者除外)。见图3图36.5冲孔(钻孔)6.5.1先将母线需冲孔位置划好中心线,并用冲子冲一定位孔6.5.2根据准确情扛线加工机魂床打孔,母线连接头孔眼的厚度应摧栓长度0.5~1mm。冲(钻)孔应平行,不偏斜,孔眼间中心距离的位应?.5mm。北京科如手动化股份箱变部ZBP(M)组合式变电站工艺文件铜排加工工艺共12第9ҳҳ6.5.3不同宽度的铜母线冲(钻)孔数量和厚度贷表12表12搭接型式母线幢径尺寸数量及凸缘连接方式类型1234567891011121314151617181920212223242526接2728293031连接长度(mm)b1b2a120120100100b1808060b2505045454030251201201201008060504512010080605060501201008040403025403025120100~8060100~8080~6060~50504550~4060~4060~4050~4045~4030~2530~2530~2530~2530~2540~302530~2522605050806050钻孔要?mm)?14174134114949413119211713171311991717171311119119913111192224444444422222222221111螺栓规?M16M12M10M8M8M12M10M8M20M16M12M16M12M10M8M8M16M16M16M12M10M10M8M10M8M8M12M10M10M8直线连接垂ֱ??6.5.4冲孔(钻孔)韩刺不宜用镊子锉磨,应用惚钻去除,深度不?.8mm。
满足并超越中国军事规范mil-spec-a-907e的要求:美国螺栓防卡剂军事标准点击demo标志进入产品ts点击demo标志,进入产品ts螺栓锈蚀出钢lowalloysteels495磁力钻magnetdrill496木锤mallet497手工manual498手动开关manualswitch499金属metal500电机motor501喷嘴nozzle502仰焊overheadwelding503气割oxygencutting504渗透penetration505堆垛机piler506厚板plank507塑料plastics508折弯机pressbrake509压pressing510前处理pretreatment511粗糙度profileroughness512泵pump513冲压punching514原材料rawmaterial515铆钉rivetgun516辊压成形机rollformingmachine517托辊输送机rollerconveyor518螺拉机rollermill519锈rust520焊semiautowelding521剪切shearing522剪切机shearingmachine523手工电弧焊shieldedmetalarcwelding(smaw)524砂料shotball525抛丸shotblasting526砂料shotgrit527跳焊skipwelding528开卷机slitter529斜面slope530电磁阀solenoidvalve531方管squaretube532钢steel533钢板steelsheet534间断焊stitchwelding535部装sub-assembly536表面预处理surfacereservation537点焊tackwelding538公差tolerance539橡胶锤urethanehammer540立焊verticalwelding541排水waterdrainage542波度waviness543防磨板wearplate544焊接welding545焊机weldingequipment546焊丝weldingwire547钢丝刷wirebrush548试验test549加速acceleration550实际的actual551孔aperture552平均的average553推compression554集中载荷concentrated555同心concentric556减速deceleration557变形deflection558对角线diagonal559尺寸检查dimensionalcheck560方向direction561距离distance562门开端dooropening563偏心eccentric564端板强度试验endwallstrengthtest565外部external566地板强度试验floorstrengthtest567力force568量具gauge569指示器indicator570内部internal571拉伸试验lashingtest572底角件起吊试验liftingtest,frombottomcornerfitting573叉车槽起吊试验liftingtest,fromforkliftpockets574顶角件起吊试验liftingtest,fromtopcornerfitting575漏光试验lightleaktest576满载的loaded577纵向longitudinal578纵向刚性试验longitudinalrackingtest579最大的maximum580测量measure581最小的minimum582公称长度nominaldimension583初始的original584垫块pad585平行parallel586部分的partial587永久变形permanentdeformation588位置position589样箱试验prototypetest590冲点punchmark591随机的random592栓固试验restraintest593顶板强度试验roofstrengthtest594侧板强度试验sidewallstrengthtest595堆码试验stackingtest596支承support597拉伸模量tensilestrength598拉tension599横向transverse600横向刚性试验transverserackingtest601锁具twistlock602均布荷载uniformlydistributed603空载的unloaded604数值value605试验小车vehicle606游标卡尺verniercalipers607水密试验watertightness608风雨密试验weatherproofness609屈服点yieldpoint610油漆,地板,封胶,门封painting&flooring&sealant&gasket611二次底漆2ndprimer612集装箱自动职别码标识a.e.i.tag613黏附力adhesion614黏性带adhesivetape615无空气喷涂airlessspray617沥青asphalt618油漆base619起泡blistering620刷子brush621油漆烧焦burntandcharredpaint622丁基密封胶butylsealant623氯化密封胶chloroprenesealant624清理毛刺刷子cleanbristlebrush625清洁cleanliness626压缩空气清理compressedairblow627埋头的countersunk628覆盖度coverage629锌粉涂料硬化剂curingagent630硬化剂curingagent631露点测量器dewpointcalculator632使褪色discolor633烘房drybooth634干膜厚度dryfilmthickness(d.f.t.)635烘箱dryoven636环氧富锌漆epoxyzincrichprimer637均匀地evenly638风向fanangle639膜厚仪filmthicknessgauge640一次锌粉底漆firstprimer641汽化flashoff642地板floor643地板角铁floorguiderail644流失flowaway645密封圈gasket646密封圈夹持片gasketkeeper647密封圈夹持片gasketretainer648油脂grease649锌粉涂料硬化剂hardener650再喷涂最小间隔minimumrecoatinginterval651混合比率mixingratio652合水量moisturecontent653温度计moisturegauge654露天open655浪费油漆overconsumptionofpaint656流失paintrunning657色素pigment658层压板plywood659地板钉油polyurethaneresin660气孔porouscoat661气孔porousfilm662适用期potlife663粉末状powderysurface664锌粉涂料primer665地板钉油protectiveresin666湿度计hygrometer667残余物residues668滚轮roller669粗糙度roughness670橡胶门封条rubbergasket671散条scattered673密封圈横向夹持片sealretainerhorizontal674密封圈纵向夹持片sealretainervertical675沉淀sediment676自攻螺钉selftappingscrew677半封闭房间semi-enclosedbooth678静置室settingbooth679硅胶siliconsealant680溶剂solvent681溶剂气化solventboiling682喷spraygun683油漆喷嘴spraynozzle684喷涂泵spraypump685黏附sticks686搅拌stirring687条纹状涂层stripecoating688表面处理surfacepreparation689稀释剂thinner690门槛垫板thresholdplate691面漆topcoating692面漆房topcoatingbooth693发射器transponder694底漆undercoating695腐蚀undercorrosion696上漆地板urethanecoatedplywoodfloor697真空吸尘器vacuumcleaner698贴面板veneer699通风孔罩ventcover700通风设备ventilation701通风孔ventilator702粘度计viscositymeter703湿膜厚度wetfilmthickness(w.f.t.)704标贴marking705tir认可approvedfortransportundercustomsseal706船级社标classemblem707综合标记牌consolidateddataplate708国家代码countrycode709csc安全认可cscsafetyapproval710容积cubiccapacity711标签decal712毛重grossweight713高度标heightmark714木材检疫标immunizationplate715镂空贴片kisscut716标志logo717铭牌nameplate718箱主代码及系列号owner’scodeandserialno719油漆标paintdecal720载重payload721不干胶标self-adhesivefilmdecal722堆码警告标stackcautiondecal723箱重tareweight724uic标uicmark725重量标weightdecal726斑马标zebramark727缺陷及维修defects&repairing728堆积accumulation729气泡airbubble730直线度alignment731弯曲bent732风孔blowhole733混浊膜blushing734烤焦boiling735弯曲bow736气泡bubbling737焊穿burnthrough738毛刺burr739凸起camber740堵洞caulking(c)741堵洞后上漆caulkingandpainting(c+p)742检查check743凹面的concave744污染contamination745凸面的convex746腐蚀corrosion747裂缝crack748歪斜crooked749起皱crumple750撞伤damage751灰尘dust752端裂endcrack753过分的excessive754褪色fading755间隙gap756打磨grinding(g)757打磨后上漆grindingandpainting(g+p)758隐蔽部位hiddenpart759露底holiday760不完全incomplete761不足的insufficient762鳞片lamination763水平level764下陷negative765不相符non-conformance766遗漏omission767操作错误operatemissing768橘皮orangepeeling769焊瘤overlap770上漆painting(p)771剥落peelingoff772针孔pinhole773凹痕pitting774气孔porosity775超出protrudebeyond776凸出protrusion777油灰putty778去掉remove779重喷respray780焊道不平整rough781流挂sagging782砂纸sandpaper783刮痕scratch784封胶sealing(s/l)785皱缩shrinking786熔渣slag(s)787稀释剂除油solvent(s/v)788飞溅spatter(spat)789裂缝split790直线度straightness791检查官surveyor792技术部technicaldepartment793技术规范technicalspecification794暂时地temporarily795厚度thickness796吨ton797类型type798重量weight799焊工welder800焊工手套weldinggloves801焊工面罩weldinghelmet802见证witnessincomplete803焊接缺陷welddefect804未焊透incompetentpenetration/lackofpenetration805未熔合lackoffusion/incompletefusion806夹杂物inclusion(slaginclusion)807气孔blowhole,gaspole808针尖状气孔pinhole809密集孔洞porosity810条虫状孔洞wormhole811裂纹crack812咬边undercut813焊瘤overlap814烧穿burnthrough815凹坑pit816未焊满incompletelyfilledgroove817塌陷excessivepenetration818夹渣slaginclusion819焊道bead820环形凸台girthweld821焊层layer822焊根rootofweld823接缝seam824焊接接头weldedjoint825接合根部rootofjoint826对接接头buttjoint827角接接头cornerjoint828搭接接头lapjoint829有间隙接头openjoint830无间隙接头closedjoint831焊接性weldability832焊缝裂纹weldmetalcrack833焊道裂纹beadcrack834弧坑裂纹cratercrack835横裂纹transversecrack836纵裂纹longitudinalcrack837坡口groove838焊趾toeofweld839焊缝间距weldwidth840焊缝宽度weldlength841焊缝长度throatdepth,throatthick842对接焊接buttweld843平焊flatposition844不正确焊接/型号incorrectweldprofile/incorrectweldsize845焊脚leg(ofafilletweld)846焊脚宽度leglength847连续焊缝continuousweld848断续焊缝intermittentweld849定位点焊tackweld850焊接变形weldingdeformation851焊接残余变形weldingresidualdeformation852焊接应力weldingstress853消除应力stressrelieving854簇,群集cluster855看得清,辨别得出discernible856过多的,过份的excessive857不对称asymmetry858角焊fillet859焊坑craters860热切割thermalcutting861板材高低不平的拼合hi-low862空心焊球hollow-bead863焊接程序weldingprocess864移行速度travelspeed865公差tolerance866钢上刷wirebrush867去渣锤chippinghammer868焊缝成形appearanceofweld869焊接变形weldingdeformation870焊接残余变形weldingresidualdeformation871局部变形localdeformation872焊接应力weldingstress873焊接残余应力weldingresidualstress874消除晶界stressrelieving875焊道表面faceofweld876焊道背面backofweld877非破坏性检测nondestructivetesting(n.d.t)878目视visualtest(v.t)879超声波ultrasonictes(u.t)880磷粉magnetictest(m.t)881渗透penetratetest(p.t)882sagging883露底holiday884针孔pinhole885打影shadow886开裂cracking887漆雾paintmist888漆渣paintdust889过喷overspray890膜厚偏低lowdft891桔皮orangepeel892剥落peeloff893干喷dryspray894蚀点pitting895漏打砂missblasting896斜面corrugationside897油oil898油脂grease899泵pump900压力pressure901压力不足insufficientpressure902重喷re-spray903重新打砂re-blasting904脚印footprinter905打砂机blaster906锈rust907有锈的rusty908型材formingmaterial909厚板thickpanel910薄板thinpanel911轻微的slight912严重的serious913打砂房blastingbooth914喷漆房paintingbooth915油漆线paintingline916完工线finalline917堆场containeryard918注意attention919立即清除removeimmediately920完毕close921不充分insufficient922放慢速度reducespeed923改进improved924可以接受的acceptable925情况condition926正面upperside927反面underside928焊缝weldingseam929干净,clean930完全的completely931如下的following932表面surface933开始started934完全的completely935抛头角度impeller’sangle936开始beginning937第一张板firstpanel938钢丝切段cut-wire939菱角砂grits940钢丸shot941补漆touchup942一些板someplates943长材,型材longparts944必须must945局部local946边缘margin947如今,nowadays948注意payattentionto949尽力,totakepains950终了tobeover951发现found952与、、、同步tokeeppacewith953马虎,offhand954内面interior955外面exterior956反馈feedback957钢steel958预涂部位stripearea959拖出,pullout960小的small961足够的enough962手工的manually963制作make964确认sure965侧板sidepanel966保护protect967密度density968粗糙度roughness969清洁度tapetest970等级grade971锌粉厚度primerdft972不能用cannotused973材料material974继续,continued975参观visited976推回pushback977完工线finishingline978属于,pertaining979彻底的,thorough980问题在于thepointis981在这个问题上atthispoint982适当的inpoint983问题problem984生产produce985非常quite986关于regard987严格的rigorous988在此时间内atinterim989目前的问题是thethingis990虽然though991因此thus992立即innotime993正好的timely994正由于这种thatiswhy995暂时的,temporary995外观上,seemingly996协助assistance997效率,efficiency998合作cooperate999合作,befriend1000警告warn1001到现在为止hitherto1002然而however1003全面的all-round1004事情affair1005起了作用的affected1006在以后after1007反对against1008比较asagainst1009允许allow1010在、、、当中among1011其中,尤其amongotherthings1012预料anticipate1013合适的appropriate1014出现,发生arise1015一直到aslateas1016只要aslongas1017常常asoftenasnot1018至于asto1019到此时为止asyet1020注意attention1021在-23-二、安装程序2.1安装凸轮正时链轮遥2.2正时皮带的安装处在第一缸压缩上止点位置遥将曲轴轴正时链轮套在进气凸轮轴后端袁使轴承上的定位槽与曲轴轴花键上的定位销对齐袁之后用螺丝固定正时链轮遥确认曲轴正时皮带轮的冲坑标志和油泵的标志对齐遥-24-2.3安装涨紧轮袁正时皮带涨力调后袁安装涨紧轮螺栓袁按规定的力矩扭紧遥按如下的要点调正时皮带的涨力安装涨紧轮遥如图所示袁使用起子挠动涨紧器向下晃动袁使涨紧轮边缘与水泵底座圆弧距离为8mm左右袁拧紧涨紧轮螺钉遥把齿轮向顺时针方向转两周袁凸轮轴正时链轮和缸体正时齿轮各自都吻合正时标志袁然后旋紧曲轴皮带轮螺钉遥在正时皮带受拉侧的两轮中间位置袁用手压下约缘mm的距离遥注院正时皮带的挠度量达不到标准规定的之后袁关键是调上述张紧器固定螺钉放宽间隙遥外侧根部2.4安装正时齿带挡板.注院按下图方向安装正时齿带挡板遥2.5使用专用软件.安装扭转减震器遥无飞轮时.1用专用用具的齿带套住曲轴皮带轮的一部分遥-25-.2专用工具的手柄扳住不动渊固定冤袁注不要使齿带旋转袁扭紧螺丝遥有飞轮时.1使用专用用具防止齿圈旋转遥.2然后旋紧扭转阻尼器螺丝遥2.6安装正时罩盖在如下图图示的位置安装密封条遥其中12处的密封条在汽缸盖总成组装前加装袁3处密封条在水箱拧紧前装配遥再装上正时罩盖,装配时袁先用手拧入螺丝袁之后拧开遥2.7安装阀门带轮遥-26-九章发动机总成的拆解一、拆卸程序1、将火花塞线缆的连接端子拔下
本文来自电脑杂谈,转载请注明本文网址:
http://www.pc-fly.com/a/dianqi/article-133102-1.html

 欢迎来到成都荣事达洗衣机统一维修网络的电话服务
欢迎来到成都荣事达洗衣机统一维修网络的电话服务 最佳解决方案:移动硬盘“文件或目录已损坏,无法读取”解决方案
最佳解决方案:移动硬盘“文件或目录已损坏,无法读取”解决方案 双效蒸发器原理 兴宁高价求购二手闲置10立方不锈钢搅拌罐
双效蒸发器原理 兴宁高价求购二手闲置10立方不锈钢搅拌罐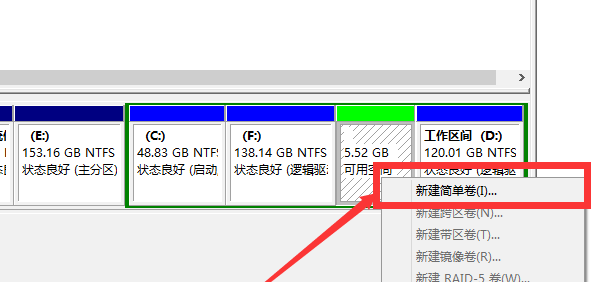 哪种移动硬盘分区软件最好用?2000,XP系统自己带
哪种移动硬盘分区软件最好用?2000,XP系统自己带
我在台服玩过网游