直齿圆柱齿轮传动比 螺旋伞齿轮磨齿技术方向(2)
电脑杂谈 发布时间:2018-02-08 22:03:44 来源:网络整理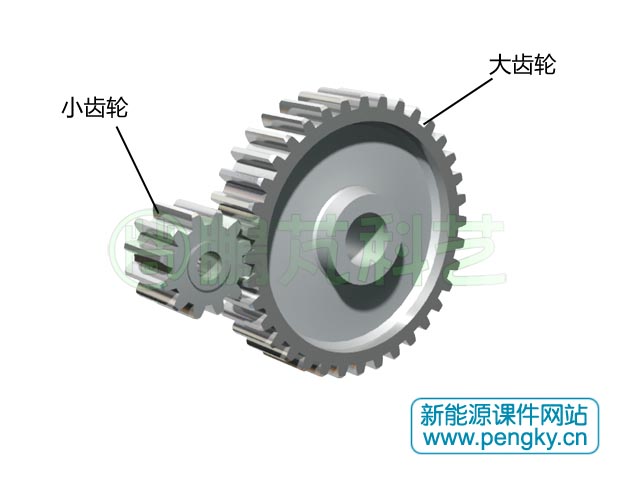
格里森端面铣削法最大传动比根锥角范围最大齿全高mm 16最大齿面宽mm被加工齿轮齿数范围被加工齿轮最最大砂轮直径mm大节圆直径传35螺旋角动比砂轮直径范围mm机尤轴水平位移量爪1床轴垂直位移量爪1规2轴床鞍位移量爪1犰床中心到工件主轴端面距离,尤轴水平位移爪爪1各轴轴垂直位移爪1之轴床鞍位移爪爪。1被轴工件轴转数1度30,轴砂轮主轴转数1 0轴砂轮修正轮转数,1机床质量kg 3格里森公司螺旋锥齿轮磨齿技术的发展3.1非展成法大轮的磨削在生产弧齿锥齿轮的汽车行业中,为提高生产效率,当2.75时锥齿轮副的大轮均采用成形法来加工。但用筒形砂轮磨削成形法大轮时,筒形砂轮直接切入成形法大轮的齿槽,砂轮与齿槽会产生全齿面接触,使冷却液无法进入而容易发生齿面烧伤。为此,格里森公司采用以下两种方法来磨削成形法大轮。
3.1.1扩口杯形砂轮磨齿扩口杯形砂轮磨削成形法大轮是使用个带有30锥角的砂轮6,磨轮面的扩口倾角使得砂轮与齿槽齿面之间产生间隙,砂轮的外侧面比轮齿凹面有较小的曲率半径,而砂轮的内侧面比轮齿的凸有较大的曲率半径7,为此砂轮和齿面将只在点接触,这使得在磨削过程中冷却液可以进入齿槽和齿面间而不会造成齿面烧伤,同时通过磨齿机的运动使砂轮扫过整个齿槽以磨削出成形法大轮的几何形状。
刀盘砂轮3.1.2瓦古利机构磨齿瓦古利方法就是用带有偏心的磨削主轴来磨削成形法大轮,即砂轮主轴被安装在个偏心偏心量约0.1的主轴中,当砂轮主轴围绕其偏心主轴转动时,砂轮和齿槽齿面产生间隙式的接触。直齿圆柱齿轮传动比磨削时沿齿长方向磨去磨削余量,当砂轮沿轴向进给到齿槽中时,它是交替地在齿槽凸面和凹面上进行磨削8.偏心度为排除冷却液和磨屑提供了附加的间隙,这样冷却液可进入被磨削齿面而不会发生烧伤,同时可以尽量达到最大的金属切除率。这种磨削方法可以被说成是简单的切入磨削至全齿深,在全齿深处砂轮短时停顿磨到火花停止为止。这种方法可用筒形砂轮而不需用价格较贵的扩口杯状砂轮,但其缺点是机床多了套转动机构而使结构复杂。
轴偏心距;户,实际砂轮顶宽;0砂轮轴线回转中心,砂轮内侧面的理论半径,砂轮外侧面的理论半径;砂轮实际内侧半径砂轮实际外侧半径;凡砂轮相对,的转速成砂轮转速8瓦古利原理意3.2胃6的应用弧齿锥齿轮采用磨齿工艺的加工成本肯定要高,这也是磨齿工艺应用受到定限制的事实,为此提出了既能达到高效磨齿又能达到经济性磨齿加工的课。弧齿锥齿轮热处理后磨齿可降低相邻累积周节误差,但也由于磨削时产生的滑动会造成磨削齿面粗糙度不好而引起高频振动,为此磨齿后般还要采用研齿工序。格里森公司开发了触0万能运动原理JMG临界运动曲线磨削技术,使弧齿锥齿轮磨齿后可省去研齿工序,以实现经济性高且能减少齿轮装配误差的强力磨削。
1肘0就是将在格里森机床上实现的垂直径向螺旋和滚比修正4种运动,从滚动开始点到终点为止,从0阶到4阶的变量通过以06轴控制使其变化而动作,在此机床上利用口触0动作而开发出的就是口肘0.口,实际上就是将研齿面通过口在齿面磨削状态下展现出。通常,传动误差测量中的1阶2阶等传动误差通过磨齿工艺可以消除,但4阶5阶以上所显的传动误差或者噪声就需通过研齿来给予消除9山肘010就是为了解决这问。己经知道,通过研齿大部分消除的就是9下转第18页显规律性,但低钨镀层经420丈处理后的腐蚀速率明显升高,原因可能是电极面绝缘不严密或绝缘物质具有吸水性,烘干后水分没有完全蒸发;单位面积截取不准确。返回搜狐,查看更多
本文来自电脑杂谈,转载请注明本文网址:
http://www.pc-fly.com/a/bofangqi/article-67696-2.html
-

-
裴澈
反正从来不用小米的东西
-
 通用解决方案:dcs仿真培训系统中仿真键盘的实现.pdf.pdf
通用解决方案:dcs仿真培训系统中仿真键盘的实现.pdf.pdf 时尚广告VIP破解版下载v3.0.3.77绿色免费版
时尚广告VIP破解版下载v3.0.3.77绿色免费版 欧美20部经典小说 享受爱与色的纠缠(图)
欧美20部经典小说 享受爱与色的纠缠(图) 安捷影音播放器官方下载_安捷影音播放器_搜狐影音官方下载pc
安捷影音播放器官方下载_安捷影音播放器_搜狐影音官方下载pc
我不相信密封包装会长出蛆虫