锂电池电芯的生产工艺主要有哪些
电脑杂谈 发布时间:2019-05-05 21:36:42 来源:网络整理
混料(正负极活性料+导电剂+粘结剂+分散剂)——涂布-----辊压-------分切-----极耳焊接----卷绕(或则垫片)--贴胶纸---入电芯外壳--焊接--封口---化成等;基本整个行业电池生产工艺差不多,主要的差别就是设备的不同或则电池产品不同,如软包一般叠片,圆柱卷绕,方形卷绕和叠片共存;导致电芯在卷绕过程中不一样;最重要最核心的技术在混料和涂布,还有最终的化成;
锂电池的生产工艺比较复杂,主要生产工艺流程主要涵盖电极制作的搅拌涂布阶段(前段)、电芯合成的卷绕注液阶段(中段),以及化成封装的包装检测阶段(后段),价值量(采购金额)占比约为(35~40%):(30~35)%:(30~35)%。据涂布了解,差异主要来自于设备供应商不同、/国产比例差异等,工艺流程基本一致,价值量占比有偏差但总体符合该比例。
锂电生产前段工序对应的锂电设备主要包括真空搅拌机、涂布机、辊压机等;中段工序主要包括模切机、卷绕机、叠片机、注液机等;后段工序则包括化成机、分容检测设备、过程仓储物流自动化等。除此之外,电池组的生产还需要Pack自动化设备。

锂电池前端工艺的结果是将锂电池正负极片制备完成,其第一道工序是搅拌,即将正、负极固态电池材料混合均匀后加入溶剂,通过真空搅拌机搅拌成浆状。配料的搅拌是锂电后续工艺的基础,高质量搅拌是后续涂布、辊压工艺高质量完成的基础。
涂布和辊压工艺之后是分切,即对涂布进行分切工艺处理。如若分切过程中产生毛刺则后续装配、注电解液等程序、甚至是电池使用过程中出额)占整条锂电自动化生产线的比例最高,约35%。
锂电池制造过程中,中段工艺主要是完成电池的成型,主要工艺流程包括制片、极片卷绕、模切、电芯卷绕成型和叠片成型等,是当前国内设备厂商竞争比较激烈的一个领域,占锂电池生产线价值量约30%。
目前动力锂电池的电芯制造工艺主要有卷绕和叠片两种,对应的电池结构形式主要为圆柱与方形、软包三种,圆柱和方形电池主要采用卷绕工艺生产,软包电池则主要采用叠片工艺。电池电芯生产厂家圆柱主要以18650和26650为代表(Tesla单独开发了21700电池、正在全行业推广),方形与软包的区别在于外壳分别采用硬铝壳和铝塑膜两种,其中软包主要以叠片工艺为主,铝壳则以卷绕工艺为主。

据涂布了解,软包结构形式主要面向中高端数码市场,单位产品的利润率较高,在同等产能条件下,相对利润高于铝壳电池。由于铝壳电池易形成规模效应,产品合格率及成本易于控制,目前二者在各自市场领域均有可观的利润,在可以预见的未来,二者都很难被彻底取代。
由于卷绕工艺可以通过转速实现电芯的高速生产,而叠片技术所能提高的速度有限,因此目前国内动力锂电池主要采用卷绕工艺为主,因此卷绕机的出货量目前大于叠片机。
卷绕和叠片生产对应的前道工序为极片的制片和模切。制片包括对分切后的极片/极耳焊接、极片除尘、贴保护胶纸、极耳包胶和收卷或定长裁断,其中收卷极片用于后续的全自动卷绕,定长裁断极片用于后续的卷绕;冲切极片是将分切后的极片卷绕冲切成型,用于后续的叠片工艺。
在锂电封装焊接方面,联赢、大族、光大的主流激光技术集成应用厂家均有所涉及,能够满足需求、无需。

锂电后段工艺流程:分容化成是核心环节
锂电后段生产工艺主要为分容、化成、检测和包装入库四道工序,占生产线价值量约35%。化成和分容作为后段工艺中最主要环节,对成型的电池进行激活检测,由于电池的充放电测试周期长,因此设备的价值量最高。化成工艺的主要作用在于将注液封装后的电芯充电进行活化,分容工艺则是在电池活化后测试电池容量及其他电性能参数并进行分级。化成和分容分别由化成机和分容机通常由自动化分容化成系统完成。
锂电Pack工艺:看似简单但需要与系统性设计结合
动力电池组系统是将众多单个的电芯通过串、并联的方式连接起来的电池组,综合了动力和热管理等电池硬件系统。Pack是动力电池系统生产、设计应用的关键,是连接上游电芯生产和下游整车的应用核心环节,通常设计需求由电芯厂或汽车厂提出,通常由电池厂、汽车厂或者第三方Pack厂完成。

锂电池Pack产线相对简单,核心工序包括上料、支架粘贴、电焊、检测等工艺,核心设备为激光焊接机以及各类粘贴检测设备。电池电芯生产厂家据涂布了解,目前各大锂电设备厂商在此领域的自动化集成布局较少,而大族激光、联赢激光等激光设备厂商由于在激光领域的绝对优势,在Pack设备领域占有率较高。
考虑到公司冷修产线造成销量小幅下滑,2017q3,公司季度营收环比增长7.03%,成本环比增长6.67%,毛利率32.8%(环比+0.02个百分点)。首先我们得在我们的计划中设置主推款的佣金比例,这样我就能在佣金比例获得一个相对靠前的位置,根据目前联盟的默认排序,如果不设置主推款的话,在关键词搜索中,是不出现在这个排序中的,因此设置主推款是很重要的一件事。比如,100寸以上的液晶电视,8.5代产线玻璃基本只能切割一块,良率相对55寸这些尺寸来说会相对低很多,成本自然会激增。
磷酸铁锂和三元:能量密度绕不开的话题,不同材料需要全套设备投资
其中规定了“锂离子动力电池单体企业年产能力不低于8gwh”,而此前锂离子动力电池单体企业的年产能门槛设定在0.2gwh,门槛一下提升至40倍。无独有偶,2017年11月8日,摩拜在绍兴地区封测了自己的电单车产品,本次的摩拜电单车与传统电力车模式不同,采用的是“充电宝+单车”的方式,用户拥有一块摩拜专属的移动电源(能量芯)可插拔、可单独给手机充电并来驱动单车,如果没有这块“能量芯”,也可以像普通单车来骑行。加厚枕头有助于提高睡眠质量,使人们在午休时可以更加舒适的休息,作为这种枕头的一种改进方案,气囊的表皮为毛绒布,振动抱枕,包括柱状的芯体,芯体的内部设置振动马达,振动马达由设置于芯体外部的控制组件调节振动,芯体呈长条状,芯体的横截面呈椭圆形,两端均为圆角,芯体包括多层密度不同的填充物。
另一方面,国家补贴政策更青睐于较高能量密度的新能源车,其中对于能量密度高于120wh/kg的乘用车给与1.1倍补贴,对于客车也给与不同的补贴调整系数。春节前一天,财政部、工信部等四部委出台了2018年新能源补贴政策,进一步提升了对新能源乘用车续航里程、电池密度等关键指标的要求(其实相当于补贴退坡),降低了对新能源客车和专用车的补贴标准。无独有偶,2017年11月8日,摩拜在绍兴地区封测了自己的电单车产品,本次的摩拜电单车与传统电力车模式不同,采用的是“充电宝+单车”的方式,用户拥有一块摩拜专属的移动电源(能量芯)可插拔、可单独给手机充电并来驱动单车,如果没有这块“能量芯”,也可以像普通单车来骑行。
两种材料的能量密度和成本有差异,不同的汽车、不同的车企有不同的选择。据涂布了解,二者在生产工艺流程上大致相同,区别主要体现在材料的使用和配比上不同、具体工艺参数差异较大,设备无法共线生产,且单纯改造切换产能的成本较高(三元材料对真空除湿等要求严格,之前的磷酸铁锂生产线基本没有除湿要求),因此多家电芯厂在产能规划中会同时布局、分别采购设备。
本文来自电脑杂谈,转载请注明本文网址:
http://www.pc-fly.com/a/shumachanpin/article-96532-1.html
-

-
谭宣子
这人出道几年了
![[数字图像处理]图像细化处理](http://img1.doubanio.com/lpic/s5643403.jpg) [数字图像处理]图像细化处理
[数字图像处理]图像细化处理 为什么在连接wifi时不能将计算机连接到Internet?
为什么在连接wifi时不能将计算机连接到Internet? vivo x3怎么样?价格多少?
vivo x3怎么样?价格多少?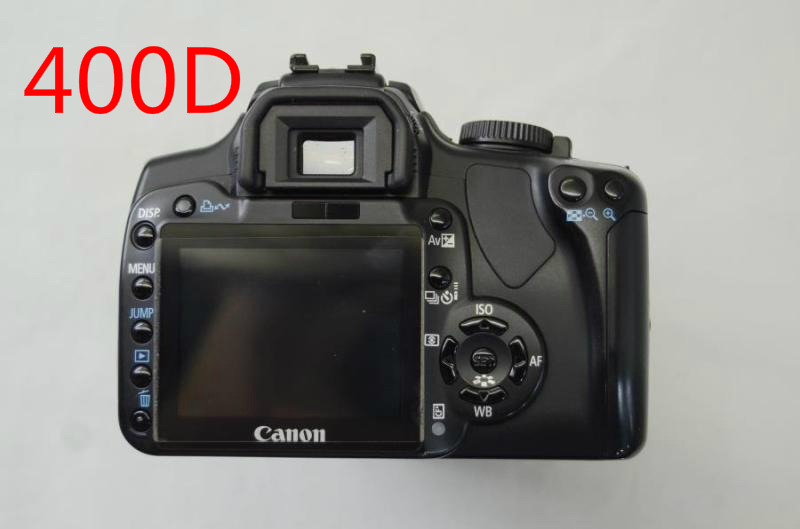 关于在佳能300D上安装EOS Utility后的实时取景器(SLR讨论主题)
关于在佳能300D上安装EOS Utility后的实时取景器(SLR讨论主题)
小心中国借机开战占领整个南海