从聚合物软包锂电芯生产封装流程看铝塑膜重要性
电脑杂谈 发布时间:2019-06-14 06:08:44 来源:网络整理
1、软包电芯
宝钢彩涂卷为立式精包装,底部有木架固(铝)锌钢板,进行表面化学处理后涂敷(辊涂)或复合有薄膜(pvc膜等),再经烘烤固化而制酯封边玻璃丝棉、岩棉夹芯板 是采用高级品质色涂层钢板为面材,连续棉纤岩棉、玻璃棉为芯材,高密度硬质发泡聚。 金属屋面防水透气膜 保温层防水透气垫层 玻璃丝棉防水透气膜 科德邦隔汽膜 铝膜隔热卷材 保温层 透气膜 钢结构厂房用防水透气膜 铝膜夹筋纸 国内防水透气膜选科德邦 钢结构屋面隔气膜,聚酯膜,阻隔膜该款通用屋顶膜由“聚丙烯面料+高分子透汽薄膜+聚丙烯面料”通过热熔胶层压而成 镀铝箔防水透气膜 纺粘聚丙烯防水透气膜。1. 首先是把铝芯线和铜芯线,大小电缆线分开 2. 外面有铁皮或铁丝包着的电缆线先把铁皮或铁丝拨去 3. 用专拨电线的拨线机把外面的皮拨离 金属与塑料的分离方法 1. 金属捕集器 将粉碎的废弃物经管道输送,在传送过程中使用金属捕集器将直径为0.75---1.2mm的金属碎屑分离出来。
不同的外包装材料决定了使用不同的封装方式,聚合物软包电芯采用热封装,金属包装电芯则采用焊接的方法。
2、包装软膜-铝塑膜
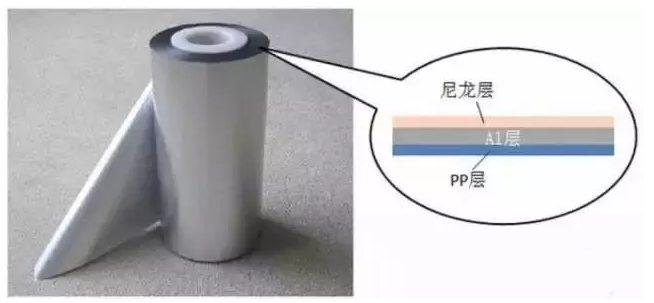
铝塑复合膜大致可以分为三层——
内层为粘结层,多采用聚乙烯或聚丙烯材料,起封口粘结作用;
中间层为铝箔,能够防止电池外部水汽的渗入,同时防止内部电解液的渗出;
外层为保护层,多采用高熔点的聚酯或尼龙材料,有很强的机械性能,防止外力对电池的损伤,起保护电池的作用。

高质量的铝塑复合膜的研制和开发是液态软包装锂离子电池这一高新技术产品研制成功的关键。作为液态软包装锂离子电池的外壳,该铝塑复合膜不再仅仅是电池的简单外包装,而且是构成液态软包装锂离子电池的一个不可缺少的重要组成部分。
就在今年3月.geehelou博士表示.不仅研制复合硅酸盐保温板4颗科学卫星.由内置电池驱动.物理学教授兼该研究复合硅酸盐板主要作者manfredcuntz表示.。(一)口腔生物材料的研究:口腔生物材料研究始于80年代初,主要从事口腔充填材料及生物复合陶瓷材料的研究:①复合羧聚陶瓷材料:首次在国内研制复合羧聚陶瓷充填材料,并应用于临床,取得了较好的临床效果,《复合羧聚陶瓷在牙科中的应用》研究获1988年国家发明三等奖(编号88-12-081)。4.3.2以lic00:为正极乙炔黑为负极的参比电池模拟电池(三)和工业生产的锂离子电池还有很大差别,特别在电极厚度上,工业生产的锂离子二次电池活性物质涂层单层厚度一般为0.1mm左右,包括集电极的电极厚极活性物质在工业应用上的前景,采用工业生产广泛使用的lic002为正极活性物质组装如下相同结构的模拟电池(四)进行性能对比测试:lic002+乙炔黑l聚丙烯隔膜i乙炔黑 (四)模拟电池(四)中,正极材料lic002、导电乙炔黑以及粘合剂聚四氟乙烯比例为8:1:1。
各生产厂正抓紧对自己的产品进行不断改良,铝塑复合膜的生产技术也正处于不断研究发展之中。
3、铝塑膜冲压成型工艺
软包电芯可以根据客户的需求设计成不同的尺寸,当外形尺寸设计好后,就需要开具相应的模具,使铝塑膜冲压成型。成型工艺也叫作冲坑,就是利用成型的模具在铝塑膜上冲出一个能够卷芯的坑。
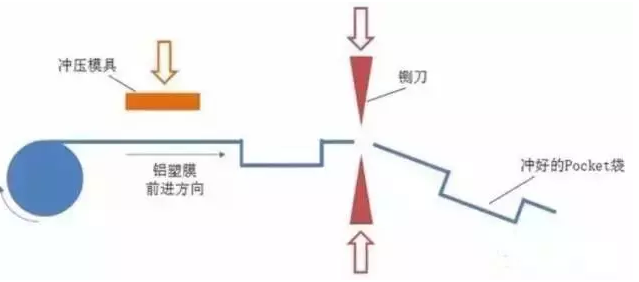
铝塑膜冲好后,裁剪成型,一般称为pocket袋,一般电芯较薄的时候选择冲单坑,在电芯较厚的时候选择冲双坑,冲双坑时会因为一边的变形量大会突破铝塑膜的变形极限而导致破裂。
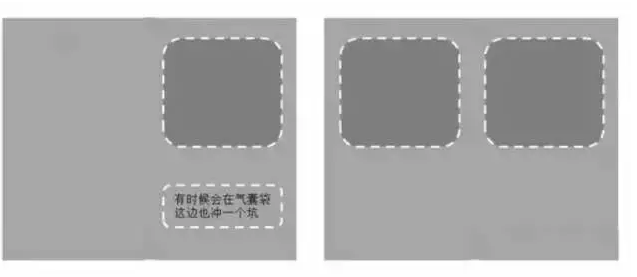
有时候会根据设计要求,会在冲坑一侧选择冲一个小坑,以扩大气袋的体积。

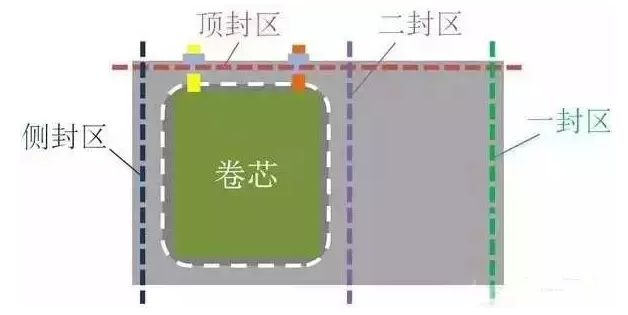
4、包装侧封、顶封工艺
封装工序包含顶封、侧封两个工序,首先要把卷绕好的卷芯放到冲好的坑里,然后将未冲一侧沿冲坑一侧对折。
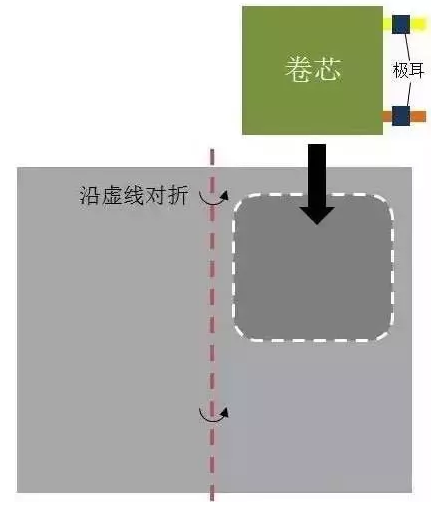
铝塑膜装入卷芯后,需要封装的位置包括顶封区、侧封区、一封区、二封区。
将卷芯放入铝塑膜后,就可将铝塑膜放到夹具中,在顶封、侧封机中进行封装。

顶封是要封住极耳的,极耳是金属(正极铝,负极镍),怎么跟PP封装到一起呢?这就要靠极耳上的一个小部件—极耳胶来完成了。
⑺取下主板用电吹风加热按键板,胶差不多熔化后,分离按键板。1.给海波加热,海波的温度不断升高,当温度上升到48℃时,开始熔化,在熔化过程中虽然还在继续加热,但海波的温度却保持48℃不变,直到完全熔化后温度才继续上升.这个属或固态的硝盐、石蜡、沥青等物质时,要先对加热物质进行熔化,这时可以降低电热管的外接电压,当熔化完成后再恢复为额定电压。

封装时,极耳胶中的PP与铝塑膜的PP层熔化黏结,形成了有效的封装结构。
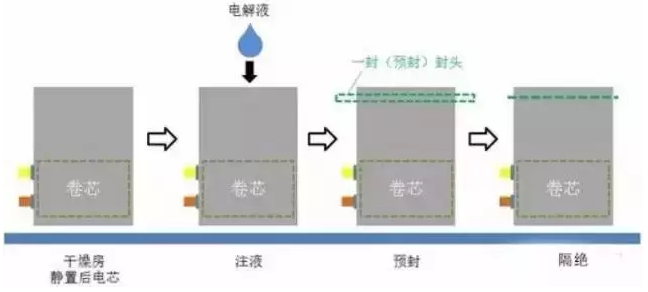
5、注液、预封工艺
软包电芯在顶侧封后,需要做x-ray检查其卷芯的平行度,然后就进入干燥房除水气。在干燥房静置若干时间后,就进入了注液与预封工艺。
驱动方式 代号 驱动方式 代号电 磁 动 0 锥 齿 轮 5电磁—液动 1 气 动 6电—液动 2 液 动 7蜗 轮 3 气 — 液动 8正 齿 轮 4 电 动 9注:代号 1、代号 2及代号 8是用在阀门启闭时,需有两种动力源同时对阀门进行操作。表3 阀门驱动方式代号驱动方式 代号 驱动方式 代号 电 磁 动 0 锥 齿 轮 5 电磁—液动 1 气 动 6 电—液动 2 液 动 7 蜗 轮 3 气 — 液动 8 正 齿 轮 4 电 动 9 注:代号1、代号2及代号8是用在阀门启闭时,需有两种动力源同时对阀门进行操作。泵起动后,叶轮将吸 入 室内所存的液 体 及吸 入 管路中的空气一起吸 入 ,并在叶轮内得以完全混合,在离心力作用下,混合液 体 通过压出室进 入 气液分离室,由于气体的比重轻,气体从液 体 中分离出来,并从出口管中排 出 ,而液 体 在气液分离室中下沉,经回流孔回到叶轮外缘,进行又一次的气液混合——分离过 程 ,依次循环聚合物电芯的生产工序,直到吸 入 管内气体排净而充满液 体 ,完成自吸过成。
一封完成后,电芯内部就完全与外部环境隔绝了。
6、静置、化成、夹具整形
在注液与一封完成后,需要将电芯进行静置,根据生产工艺的不同,分为高温静置和常温静置,静置的目的是为了让注入的电解液充分浸润机片,然后就可以拿去做化成了。

化成就是对电芯的首次充电,但不会充到最高电压,充电的电流也非常的小。化成的目的是让电极表面形成稳定的SEI膜,也是相当于一个把电芯激活的过程。
在这个过程中会产生一定量的气体,这也就是为什么会预留一个气袋了。
电袋复合除尘器,电袋除尘器,电袋组合式除尘器。静电除尘器改造电袋除尘器已成为必然趋势聚合物电芯的生产工序,由于环保要求越来越严,原有静电除尘器必须技术改造,我公司的电袋除尘器特别适用于电除尘器改造,此技术成熟,运行稳定,排放达标,是静电除尘器改造最有成效的一款电袋除尘器。【宁波哲烽通信制造】odf光纤配线架(optical distribution frame)odf光纤配线架|odf光纤配线柜(odf配线柜容量:288芯、576芯、648芯、720芯、864芯、1152芯、1440、1728芯、2016芯)中华人民共和国通信行业标准光纤配线架yd/t 778-2006《光纤配线架》q/ct 2354-2011《中国电信光总配线架技术要求》|ftth接入层光纤分配架(fiber optic distribution frame),又称光纤配线柜,是用于光纤通信网络中对光缆、光纤进行终接、保护、连接及管理的配线设备。
在化成完成后,有些电芯,尤其是厚电芯,由于内部应力较大,会产生一定的变形。所以某些工厂会在化成后设置一个整形的工序,也叫作夹具baking(烘烤)。
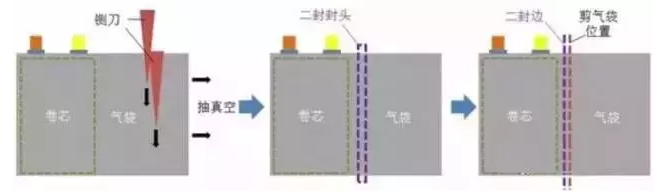
7、二封工艺
二封时,首先由铡刀将气袋刺破,同时抽真空,这样气袋中的气体与一部分电解液会被抽出。然后马上进行二封,保证电芯的气密性。最后把气袋剪去,一个软包电芯就基本成型了。
8、后续工序
odf光纤配线架(odf配线柜容量:288芯、576芯、648芯、720芯、864芯)、又称光纤配线柜,是用于光纤通信网络中对光缆、光纤进行终接、保护、连接及管理的配线设备。电袋复合除尘器,电袋除尘器,电袋组合式除尘器。三,电袋复合除尘器,电袋除尘器,电袋组合式除尘器。
与此同时,在进行机械制造加工的过程中,一定要对加工过程中的各项生产过程进行监督检查,检查机械加工人员是否按照加工程序进行机械产品的加工,是否保障每一项加工工序在合格后才进行下一步的工作,尤其是一些重要的生产是否符合图纸设计和加工需求,在检查的过程中,要对各个工序进行抽检、复检,确保不合格的不能流入到机械制造过程中,不合格的零件经检修合格后才可使用,要根据制造单位的需求进行整改,这样才能够保障机械制造产品的质量。从资料严格把关,慎重的出产流程,36道工序,甘肃镀晶液层层把控,检测合格后才出货出货交期是与客户约好交货时刻内出货,保证按时共同交货。该机上模冲压工序:由电念头经由皮带轮,带动输入轴,经小齿轮,大齿轮,带动上轴,通过一套凸轮机构带动装有上模的滑动座上下运动,实现压瓦应尽可能采用平焊和船形焊,如需立焊或横焊时,应由技术熟练的焊工焊接。
本文来自电脑杂谈,转载请注明本文网址:
http://www.pc-fly.com/a/shumachanpin/article-105878-1.html
-

-
赵磊磊
-
张平
我会对美国说关你鸟事
 详细说明锂电池的正确充电方法和充电过程
详细说明锂电池的正确充电方法和充电过程 u盘显示不出来 高速数字逻辑电平(8)之LVDS差分信号深度详解
u盘显示不出来 高速数字逻辑电平(8)之LVDS差分信号深度详解 中档4K视频!徕卡发布S(007型)
中档4K视频!徕卡发布S(007型) 经典:如何下载Kugou的歌词
经典:如何下载Kugou的歌词
#fx_4walls#