电子束焊接优缺点_电子束焊接的应用_电子束焊接摩擦焊接
电脑杂谈 发布时间:2017-01-16 09:08:19 来源:网络整理
该文章讲述了电子束焊的工作原理和分类.
电子束焊的工作原理和分类
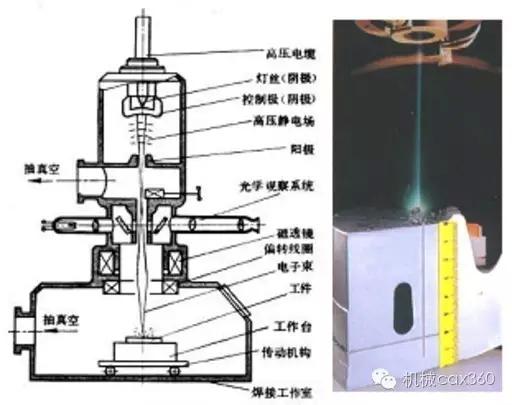
1、工作原理
电
子束是从电子中产生的。通常电子是以热发射或场致发射的方式从发射体(阴极)逸出。在25~300kV的加速电压的作用下,电子被加速到0.3~0.7倍的光速,具有一定的动能,经电子中静电透镜和电磁透镜的作用,电子会聚成功率密度很高的电子束。
这种电子束撞击到工作表面,电子的动能就转变为热能,使金属迅速熔化和蒸发。在高压金属蒸气的作用下熔化的金属被排开,电子束就能继续撞击深处的固态金属,很快在被焊工件上“钻”出一个锁形小孔,小孔的周围被液态金属包围。随着电子束与工件的相对移动,液态金属沿小孔周围流向熔池后部,逐渐冷却、凝固形成了焊缝。
电子束传该文章讲述了电子束焊机的类型及特点.送到焊接接头的热量和其熔化金属的效果与束流强度、加速电压、焊接速度、电子束斑点质量以及被焊材料的性能
等因素有密切的关系。
2、分类
电子束焊的分类方法很多。按被焊工件所处的环境的真空度可分为三种:高真空电子束焊,低真空电子束焊和非真空电子束焊。
高真空电子束焊是在10-4~10-1Pa的压强下进行的。良好的真空条件,可以保证对熔池的“保护”防止金属元素的氧化和烧损,适用于活性金属、难熔金属和质量要求高的工件的焊接。电子束焊接优缺点
低真空电子束焊是在10-1~10Pa的压强下进行的。压强为4Pa时束流密度及其相应的功率密度的最大值与高真空的最大值相差很小。因此,低真空电子束焊也具有束流密度和功率密度高的特点。由于只需抽到低真空,明显地缩短了抽真空时间,提高了生产率,适用于批量大的零件的焊接和在生产线上使用。例如:变速器组合齿轮多采用低真空电子束焊接。电子束焊接优缺点
在非真空电子束焊机中,电子束仍是在高真空条件下产生的,然后穿过一组光阑、气阻和若干级预真空小室,射到处于大气压力下的工件上。在压强增加到7~15Pa时,由于散射,电子束功率密度明显下降。在大气压下,电子束散射更加强烈。即使将电子的工作距离限制在20~50mm,焊缝深宽比最大也只能达到5:1。目前,非真空电子束焊接能够达到的最大熔深为30mm。这种方法的优点是不需真空室,因而可以焊接尺寸大的工件,生产率较高。近年来,移动式真空室或局部真空电子束焊接方法,既保留了真空电子束高功率密度的优点,又不需要真空室,因而在大型工件的焊接工程上有应用前景。
三、电子束焊分类
分类方法类别被焊工件所处的真空度真空度5×10-4Pa高真空电子束焊真空度10-2~10-1Pa低真空电子束焊大气压下非真空电子束焊电子束焊机的加速电压加速电压≥60-150kV高压电子束焊加速电压30-60kV中压电子束焊加速电压<30kV低压电子束焊该文章讲述了电子束焊的工作原理和分类.
四、电子束焊机的类型及特点
格的表头:-->类型高真空型低真空型局部真空型非真空型焊接室真空度(Pa)133.3-4~133.3-5133.3-1~133.3-2≈133.3-1真空室真空室尺寸大于焊件真空室尺寸大于焊件真空室尺寸小于焊件真空室用真空泵扩散泵机械泵机械泵机械泵抽真空时间1-15min几s-几min几s加速电压(kV)30-15060-15060-150150-200工作距离(mm)50-80025-50025-5004-12.5一次穿透不锈钢浓深度mm(25kW)>100mm10010020
电子束焊的特点
电子束焊是利用会聚的高速电子流轰击工件接缝处所产生的热能,使金属熔合的一种焊接方法。电子轰击工件时,动能转变为热能。电子束作为焊接热源有两个明显的特点:
本文来自电脑杂谈,转载请注明本文网址:
http://www.pc-fly.com/a/jisuanjixue/article-26652-1.html
应该再9亿