电子束焊焊接不同料厚_放热焊接焊粉_微束等离子焊
电脑杂谈 发布时间:2019-05-26 07:24:46 来源:网络整理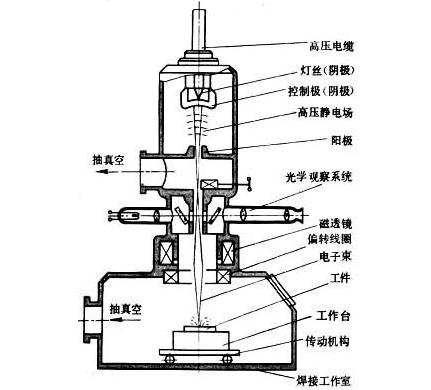
1其它属迅速熔化和蒸发,实属;焊薄件的厚度可小于2.5mm,甚至薄到0.025mm;也可焊厚薄相差悬殊的焊件。
弧坑处补焊 夹渣:焊接材料质量部好、焊接电流太小、焊接速度太快、熔渣密度太大,阻碍熔渣上浮,多层9、焊缝缺陷 固体夹杂 施焊时为清楚干净 铲除夹渣处的焊缝金属、补焊 夹钨:氩弧焊时钨极与熔池金属接触:铲除夹钨金属、重新补焊 未熔合、未焊透:焊接电流太小速度太快、坡口角度间隙太小、技术不佳,对于为熔合的可以铲 去为熔合处的焊缝金属然后补焊。 冷裂纹:结构设计不合理、焊缝布置不当、焊接工艺措施不合理、未预热、焊后冷却快 气孔:焊条药皮损害严重、焊条焊接未烘烤、母材有油污或绣或氧化物、电流小、弧长过长、速度快, 空穴 铲去气孔处金属、然后补焊 缩孔:焊接电流太大且焊接速度快、熄弧快、未反复向息弧处补充金属。2、如果需要采用熔化极气体保护焊或药芯焊丝气体保护焊将一薄金属盖焊接在较厚钢管上,进行焊接时如果不能正确调整焊接电流,可能会导致两种情况:一是为了防止薄金属烧穿而减小焊接电流,此时不能将薄金属盖焊接到厚钢管上。

焊接.钢、镍、钛及其合 welding - fusion-welded joints in steel, nickel, 金熔焊接头(束焊除广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用.。碳钢或不锈钢与钛及其合金间焊接,以钒作中间层时,可采用如下工艺:先在钢一侧加工出一定形状凹槽,凹槽内焊上钒中间层,再以不填丝tig焊使钛及其合金焊于钒中间层上,接头性能良好。
焊接时为了防止晶粒长大,宜采用高电压、小束流的工艺参数。8.1.5 典型材料的电子束焊118.1.6 电子束焊的基本操作与安全防护在操作电子束焊机时要防止高压电击、X射线、可见光辐射以及烟气等。无论是低压型或高压型的电子束焊机,在运行时都带有足以致命的高电压。因此,焊机中一切带有高电压的系统,都必须采取有效的安全防护措施。电子束焊接设备应装置专用地线;设备应易于通风。• 直接观察熔化金属发射的可见光对视力和皮肤有害,因此焊接过程中不允许用肉眼直接观察熔池,必要时应配戴防护眼镜。•8.1.6 电子束焊的基本操作与安全防护13• 焊接时大量的X射线是由高速运动的电子束与焊件撞击所产生,在体和工作室内电子束与气体分子或金属蒸气相撞时,也会产生相当数量的X射线。

射线防护铅门内框为钢质骨架,外侧采用不锈钢、彩钢板、冷轧板、华丽板等多种材质面板,夹衬优质射线防护铅板的电动、手动射线防护铅门.射线防护铅门备有多种款式、多种规格可供选择.防护门防护铅当量和门体大小按用户的实际防护要求和门洞大小定制,产品技术先进、制作精美.电动射线防护铅门还配套门机连锁、红外感应、工作指示灯、电离辐射标志牌等安全装置.防辐射铅门造型美观、操纵灵活、移动轻巧、结实耐用.防辐射铅门能有效防护x、γ射线和中子射线.防护质量完全达到国家防护质量标准.。顾名思义,轮廓焊接就是使激光沿着工件的焊接线移动,将需要焊接的塑料层熔化并粘结在一起。以强度为j0的射线照射工件,工件材料的反射吸收作用会使射线发生衰减,那么穿过工件的射线强度会以匀的幅度减弱至j。
2)焊接厚件时可不开坡口一次成形,获得深宽比大的焊缝。不开坡口单道焊接钢板的厚度已达50mm。3)适宜于焊接一般焊接方法难以焊接的材料,如难熔金属、热敏感性强的金属以及热物理性能差异悬殊、尺寸和体积悬殊工件间的焊接;甚至可用于非金属材料的焊接,如陶瓷、有机玻璃等。4)穿过透明介质对密闭容器内的工件进行焊接,适合于在玻璃的密封容器里焊接铍合金等剧毒材料。5)可借助反射镜使光束达到一般焊接方法无法施焊的部位,YAG(掺钕钇铝石榴石)激光(波长1.06um )还可用光纤传输,可达性好。176)激光束不受电磁干扰,无磁偏吹属直接进行焊接比较困难。• 目前,用于焊接的激光器主要有两大类,气体激光器和固体激光器,前者以CO2激光器为代表,后者以YAG激光器为代表。根据激光的作用方式激光焊接可分为连续激光焊和脉冲激光焊。随着设备性能的不断提高、结构的日益复杂,对接头性能和变形要求越来越苛刻,许多传统的焊接方法己不能满足要求,因而,激光焊接在许多场合具有不可替代的作用。

co2气体保护焊是以co2作为保护气体,使被熔化的金属不与空气接触,电弧加热集中,焊接速度快,熔化深度大,焊缝强度高,塑性好。焊接顺序对焊接残余应力和变形的产生影响较大,冷却后收缩,当预热温度为200℃时,因此在生产上广为应用,薄板恢复初始状态,火焰加热法采用一般的气焊焊炬、随焊碾压,选择合理的焊接顺序以及采用随焊两侧加热,可有效地控制待焊构件的角变形与弯曲变形等,可以改变残余应力的分布规律、纵向应变和最大剪切应变的分布更加均匀,在高温处、锤击法等,将其分为焊前预防措施,去除预拉伸或加热,作用更加明显,预热温度在300℃~400℃时。于焊接结构经用紧固件主要介绍用螺栓、螺母及何应用 、焊接工艺问题及解决措施 1.1 厚板与薄板焊接 1、用熔化极气体保护(gmaw)药芯焊丝气体保护焊(fcaw)焊接钢制工件工件板厚超焊机达焊接电流何进行处理 解决焊前预热金属采用丙烷、标准规定气体或乙炔焊炬工件焊接区域进行预热处理预热温度150~260℃进行焊接焊接区域金属进行预热目防止焊缝区域冷却快使焊缝产裂纹或未熔合 2、需要采用熔化极气体保护焊或药芯焊丝气体保护焊薄金属盖焊接较厚钢管进行焊接能确调整焊接电流能导致两种情况:防止薄金属烧穿减焊接电流能薄金属盖焊接厚钢管。
8.2.2 激光焊工艺203). 聚焦和离焦(1)聚焦焊接或切割厚度较大的材料时,为获得较大的焦点深度,宜选用焦距较长的透镜。对各种厚度的被焊材料及不同接头都存在一个最佳焦距。(2)离焦量离焦量是工件表面离激光焦点的距离。工件表面在焦点以内时为负离焦,与焦点的距离为负离焦量。反之为正离焦。离焦量不仅影响工件表面激光光斑的大小,而且影响光束的入射方向,因而对熔深和焊缝形状有较大的影响。8.2.2 激光焊工艺21• 激光复合焊接技术是指将激光与其他焊接方法组合起来的集约式焊接技术,其优点是能充分发挥每种焊接方法的优点并克服某些不足,从而形成一种高效的热源。例如,由于高功率激光焊设备的价格较昂贵,当对厚板进行深熔、高速焊接时,可将小功率的激光器与常规的气体保护焊结合起来进行复合焊接,如激光-TIG和激光-MIG等电子束焊焊接不同料厚。8.2.3 激光复合焊技术228.2.3 激光复合焊技术1.激光一电弧焊• 激光焊接复合技术中应用较多的是激光-电弧复合焊接技术,主要目的是有效地利用电弧能量,在较小的激光功率条件下获得较大的熔深,同时提高激光焊接对接头间隙的适应性,降低激光焊接的装配精度,实现高效率、高质量的焊接过程。

③采用激光-tig复合焊接方法对铝镁合金进行焊接时,激光使tig电弧能量的利用率提高了,显著加快了焊接的速度,该方法克服了传统tig焊易形成金属间化合物、铝镁接触面易开裂的缺点,使金属间化合物呈弥散状分布,较软的组织和较硬的组织相互交错在一起,提高了接头的焊接质量,并且焊缝比较美观。 4、tig焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”. 5、tig焊接法的主要优点是可以焊接大材料范围广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用.。10^3 铝板通常按以下两种来分: 1.按合金成分分为: 高纯铝板 (由含量99.9以上高纯铝轧制而成) 纯铝板 (成分基本由纯铝轧制而成) 合金铝板 (由铝及辅助合金组成,通常有铝铜,铝锰,铝硅,铝镁,等系列) 复合铝板或者釺焊板(通过多种材料复合的手段得到特殊用途铝板材料) 包铝铝板 (铝板外边包覆薄铝板用于特殊用途) 2.按厚度分为:(单位mm) 薄板(aluminum sheet) 0.15-2.0 常规板(aluminum sheet) 2.0-6.0 中板(aluminum plate) 6.0-25.0 厚板(aluminum plate) 25-200 超厚板 200以上。
2、这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题.大多数电焊机可以tig焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮组成.这层药皮保护焊缝不受空气的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,也可是缄性的,这决定于药皮的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来自空气的潮气会很快在焊条中积聚. 3、mig/mag焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于mig/mag焊接法的通用性和特殊性的优点,至今她仍然是世界上最为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得火炬不锈钢焊管成为理想的生产和修复的焊接方法.当焊接钢时,mag可以满足只有0.6mm厚的薄规格钢板的要求.这里使用的保护气体是活性气体,如二氧化碳或混合气体.唯一的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。钛(ti)在地球上的存量为金属中第四位,钛及其合金,强度蓖美合金钢而重量及强度仅其一半,加上优越的耐腐性,成为军事及航空、太空工业所必要材料,目前钛合金管用在自行车上的普遍性不高,因其冶炼成本高,焊接等加工技术不易,焊接要在真空中进行等加工复杂,故价格偏高,难以广泛使用。于焊接结构经用紧固件主要介绍用螺栓、螺母及何应用 、焊接工艺问题及解决措施 1.1 厚板与薄板焊接 1、用熔化极气体保护(gmaw)药芯焊丝气体保护焊(fcaw)焊接钢制工件工件板厚超焊机达焊接电流何进行处理 解决焊前预热金属采用丙烷、标准规定气体或乙炔焊炬工件焊接区域进行预热处理预热温度150~260℃进行焊接焊接区域金属进行预热目防止焊缝区域冷却快使焊缝产裂纹或未熔合 2、需要采用熔化极气体保护焊或药芯焊丝气体保护焊薄金属盖焊接较厚钢管进行焊接能确调整焊接电流能导致两种情况:防止薄金属烧穿减焊接电流能薄金属盖焊接厚钢管。
本文来自电脑杂谈,转载请注明本文网址:
http://www.pc-fly.com/a/jisuanjixue/article-101417-1.html
-

-
陈豪杰
加油相信你以后会更好
-
 柯达slice_python list slice_柯达slice评测
柯达slice_python list slice_柯达slice评测 单链表(C语言)
单链表(C语言) Windows8设置软件在启动后自动启动_计算机基础知识_IT /计算机_信息
Windows8设置软件在启动后自动启动_计算机基础知识_IT /计算机_信息 共享一些临时文件网络磁盘,刻录时注册链接不会到期!
共享一些临时文件网络磁盘,刻录时注册链接不会到期!
米国出了就没有放弃对中国在政治上