换热器维修公司 稻城薄壁螺旋钢管厂家(3)
电脑杂谈 发布时间:2018-02-20 04:43:40 来源:网络整理下面我们简单说说这事,由于螺旋钢管是中空型钢管,所以呢大管内部可以塞小管,这样层层套装足能够把螺旋钢管整车的重量提到最高值,也让客户省去了部分运费。目前国内螺旋钢管机组一般是生产最小规格219mm,最大生产到3620mm,螺旋钢管的规格型号与原材料的宽度有着必然的联系,更与螺旋钢管的质量密不可分。一般钢管(是指从219-529)适用于带钢宽度在300-550之间,宽度大了生产粘结度不够,而且螺旋钢管外观不美观,宽度窄了,螺旋钢管成型难度大,生产出来后螺旋钢管焊缝基本没有角度,快成直角了,对于螺旋钢管口径在1000之间的基本用1100板宽,对于螺旋钢管口径在1500以上,必须用卷板,卷板宽度是1500mm,钢管生产比钢管技术更为严格。螺旋钢管价格螺旋钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。直缝钢管的质量检测方法如下:1、从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。
若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。2、物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。3、受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生事故。螺旋焊接钢管生产厂家为了提高管道的寿命,制作出来就会对其表面进行加工处理,也是生产的一个步骤。我们最常使用的方法有清洗、工具除锈、酸洗、喷抛丸除锈四类。清洗主要是将附着在螺旋管表面的油脂、灰尘、润滑剂等物质,如果通过清洗不能完成的物质那么会选择酸洗,其中又分为化学和电解两种,对管道有防腐的作用。如果管材表面生锈螺旋管厂家采用工具除锈,用钢丝刷来清洗打磨表面处理,钢管表面如附着特别牢固的氧化皮,有可能借助工具除锈也不能处理干净,需寻找别的方法。
螺旋焊管内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。换热器维修公司焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。螺旋缝焊接钢管规格管材的优势,厚壁钢管表面坚固的氧化膜使不锈钢在包括软水在内的所有水质中都具有优异的耐腐蚀性,即使埋地使用也有优良的耐蚀性,而且还有很好的耐冲蚀性能。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30——,而且生产速度较低。因此,较的焊管大都采用直缝焊,焊管则大多采用螺旋焊。
本文来自电脑杂谈,转载请注明本文网址:
http://www.pc-fly.com/a/dianqi/article-85933-3.html
-

-
蔡挺
你刚发现这个问题吗
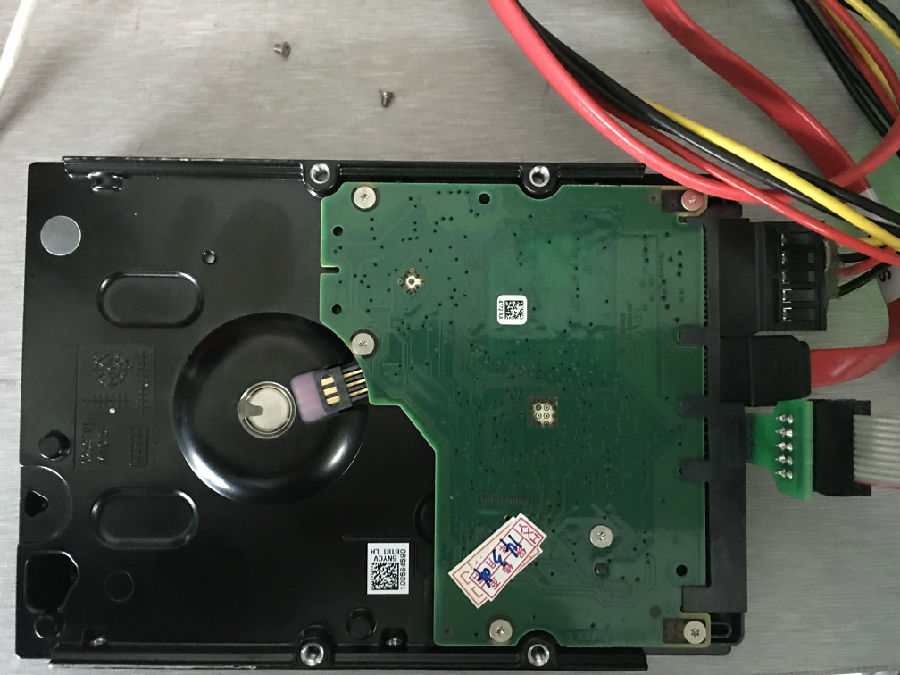 成都台式机硬盘驱动器单击启动,无法识别数据恢复
成都台式机硬盘驱动器单击启动,无法识别数据恢复 如果LG双门冰箱不冷却怎么办?该怎么解决?
如果LG双门冰箱不冷却怎么办?该怎么解决?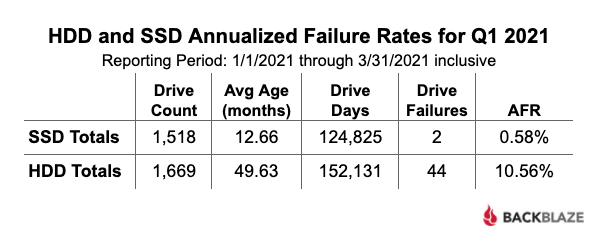 Backblaze公布第一季度硬盘情况:固态硬盘相差18倍
Backblaze公布第一季度硬盘情况:固态硬盘相差18倍![电风扇怎么样?调速开关的原理和维护方法[图解法]](http://i.serengeseba.com/uploads/i_3_1871168915x4104420536_26.jpg) 电风扇怎么样?调速开关的原理和维护方法[图解法]
电风扇怎么样?调速开关的原理和维护方法[图解法]
打个比方