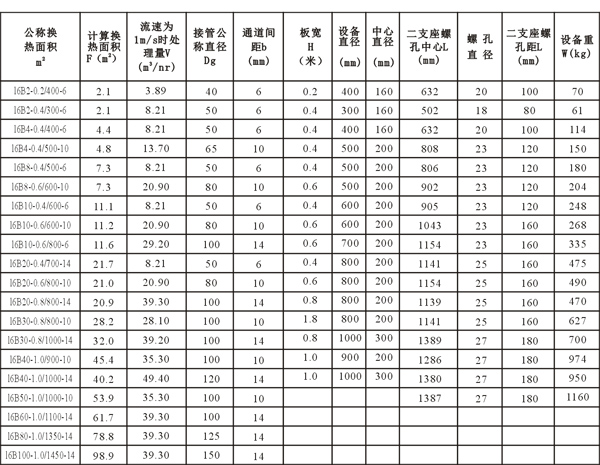
板式换热器参数 供水用直径2420*18螺旋焊管防腐选用(2)
电脑杂谈 发布时间:2018-02-13 23:53:19 来源:网络整理
发蓝处理是一种化学表面处理,其主要作用是在工件表面形成一层致密的氧化膜,防止工件腐蚀上锈,提高工件的耐磨性,它只是一种表面处理,不会对内部组织产生任何的影响,它不是热处理,和淬火有根本的区别。发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。但常温发黑工艺对于低碳钢的效果不太好。板式换热器参数 碱性发黑细分出来,又有一次发黑和两次发黑的区别。发黑液的主要成分是氢氧化钠和钠。发黑时所需温度的宽容度较大,大概在135到155℃之间都可以得到不错的表面,只是所需时间有些长短而已。一种轴承套圈倒角及挡边的发蓝防锈处理工艺。轴承套圈在热处理后经过除油脱脂,然后在氢氧化钠、钠、硝酸钠和水的混合溶液中进行变色处理,其配比为2-3∶1,其余加水;加水量以温度在 135℃-145℃为合适;时间15-25分钟;取出套圈用清水冲洗后进行钝化处理,钝化处理用重铬酸钾溶液作为填充液,其浓度为12%-18%;在室温下 1-2分钟;经钝化处理并干燥后,放入105℃-120℃的机油或防锈油中 1-3分钟,至气泡完全消失后取出,停放10-15分钟后检验。

螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30——100%,而且生产速度较低。因此,较的焊管大都采用直缝焊,焊管则大多采用螺旋焊。常年双面埋弧焊螺旋钢管螺旋焊管,螺旋钢管,厚壁螺旋钢管,双面埋弧螺旋焊管,螺旋焊接钢管,直缝钢管,直缝焊管,直缝焊接钢管,直缝钢管生产量达到15万吨,目前库存螺旋钢管,厚壁螺旋钢管,螺旋焊管,双面埋弧螺旋焊管生产厂家螺旋焊接钢管,直缝焊管,螺旋管道达到5000吨,另外也可以定做防腐螺旋焊管,钢管桩,螺旋焊缝钢管,直埋保温管钢套钢保温钢管等,可按客户要求定制。

螺旋钢管的生产能体属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看。
螺旋焊管厂家报价厚壁螺旋钢管生产难度较大,尤其是超过20mm厚的钢管,螺旋钢管机组表示压力更大,螺旋钢管机组生产厚壁螺旋钢管生产线速度慢,产量低,所以在价格方面比同等型号的价格要高出一些,厚壁螺旋钢管在生产过程中由于它原材料厚,回张力大,所以在生产过程中要给予其压力,以保证原材料不外张,压力可根据原材料的厚度,进行公式计算,压力的大小直接与焊缝焊接是否牢固,质量是否可靠有关系,尤其是对高钢级别的原材料实压过程必不可少。螺旋焊接钢管生产厂家为了提高管道的寿命,制作出来就会对其表面进行加工处理,也是生产的一个步骤。我们最常使用的方法有清洗、工具除锈、酸洗、喷抛丸除锈四类。清洗主要是将附着在螺旋管表面的油脂、灰尘、润滑剂等物质,如果通过清洗不能完成的物质那么会选择酸洗,其中又分为化学和电解两种,对管道有防腐的作用。如果管材表面生锈螺旋管厂家采用工具除锈,用钢丝刷来清洗打磨表面处理,钢管表面如附着特别牢固的氧化皮,有可能借助工具除锈也不能处理干净,需寻找别的方法。螺旋焊管内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。
本文来自电脑杂谈,转载请注明本文网址:
http://www.pc-fly.com/a/dianqi/article-76284-2.html
-

-
海蒂克鲁穆
可以加这个限制
-
苹果
-
-
郝若楠
去年猪肉19一公斤
 希腊中央空调面板符号说明
希腊中央空调面板符号说明 湖北氟塑料热交换器创下新纪录
湖北氟塑料热交换器创下新纪录 好家档橱柜_大自然橱柜官网_蒂乐橱柜
好家档橱柜_大自然橱柜官网_蒂乐橱柜 3台HP机柜式空调性价比高吗?
3台HP机柜式空调性价比高吗?
那是替我们大陆人秀的