QMB-J32.005-2008丝管蒸发器设计规范
电脑杂谈 发布时间:2020-05-09 03:22:35 来源:网络整理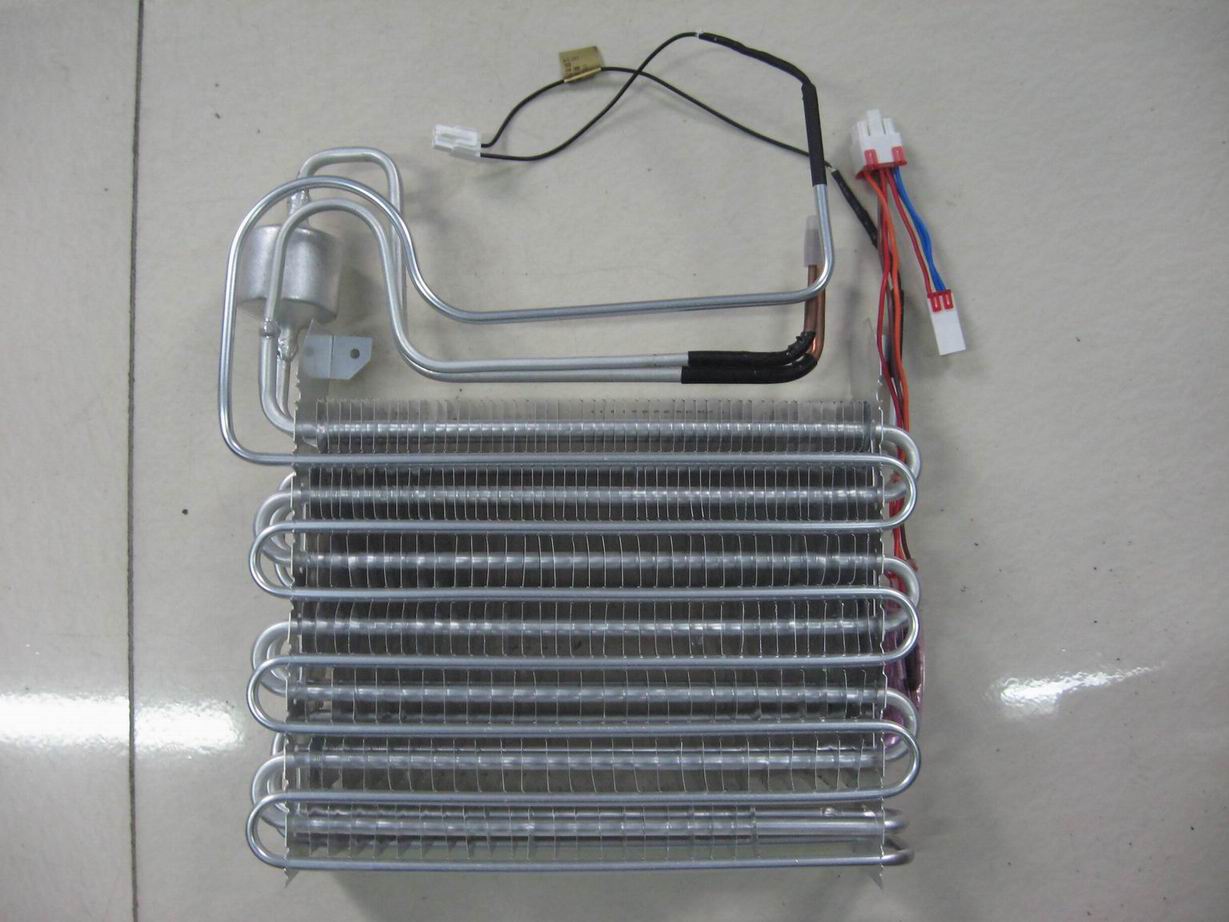
美的制冷设备集团冰箱事业部企业标准Q / MBQMB-J32. 005-2008丝管蒸发器设计规范2008-03-14发布2008-03-24美的制冷电器集团冰箱事业部实施QMB-J32 005-2008 I签署页准备工作: 李军审核: 蒋明波,尹小伟签名: 钟延喜,李毅,赵玉生,邓新平,张华为. 访谈: 于青批准: 文健QMB-J32. 005-2008 II前言本标准是第一次发布. 其主要目的是指导冰箱用线管蒸发器的设计,实现线管蒸发器的标准化,模块化和系统化. 本标准按照GB / T 1.1的要求进行组织,在书写格式,结构和表示规则方面. 本标准由美的冰箱事业部技术研发中心技术管理部标准化办公室提出并管理. 该标准的起草人: 美的冰箱业务部技术研发中心性能设计开发部. 本标准主要起草人: 李军QMB-J32. 005-2008 1丝管蒸发器设计规范1范围本标准是专门为提高产品线管蒸发器设计标准化和规范线管蒸发器设计而制定的. 本标准适用于冰箱事业部钢丝管蒸发器的设计. 2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款.

对于标有日期的参考文件角蒸发器和丝管蒸发器,所有随后的修改(不包括勘误的内容)或修订版均不适用于本标准. 但是,鼓励已基于此标准达成协议的各方研究是否可以使用这些文件. 最新版本. 凡是不注日期的引用文件,其最新版本适用于本标准. GB / T 324焊接符号符号QMB-J10. 004电子图纸文件QMB-J10的图纸编号和命名规则. 009 QMB-J32产品中限制使用有害物质的技术标准. 003制冷系统管道的选择要求和规格QMB -J51. 002蒸发器和冷凝器通用技术规范QMB-J59. 009钎焊材料技术要求3术语和定义以下术语和定义适用于本标准. 3. 1根钢丝管蒸发器钢丝管蒸发器是将邦迪管,铜管或其他弯曲成蛇形曲线的金属管上的多层焊成Φ1.3至Φ1.5的钢丝,并在表面喷涂塑料粉末蒸发器进行处理. 钢丝管蒸发器结构紧凑,密封性好,清洁度高,干燥度高,耐腐蚀性能好. 3.2整体式蒸发器板构成冷冻蒸发器组件的单层丝管式蒸发器板如图1至4所示. 3. 2. 1蒸发器整体式可分为: 单层整体式,见图1,图2;单层整体式. 多层整体结构,见图3;特殊的整体结构,请参见图4.

图片1图片2 QMB-J32. 005-2008 2图3图4 3. 2. 2蒸发器单件的命名和图纸编号可以根据蒸发器组件上单件的顺序从上到下进行划分对于: 冷冻式整体蒸发器(一个),冷冻整体式蒸发器(两个),整体式冷冻蒸发器(三个),整体式冷冻蒸发器(四个)……有关详细信息,请参见表1. 表1单件式图纸名称和丝管蒸发器的图纸编号序号图纸名称图纸编号说明1冷冻蒸发器单件(1)项目代码+481第一层单件2冷冻蒸发器单件(2)项目代码+482第二层整体式3冷藏蒸发器整体式(3)项目代码+483第三层整体式4冷藏蒸发器整体式(4)项目代码+484第四层整体式5……………………………3. 3线管冷冻蒸发器组件3. 3. 1这是一种可以在冰箱上实现冷冻能力的蒸发器,它由两层或两层以上通过钎焊连接的蒸发器组成,主要用于大容量直接冷却冰箱的冷冻室,见图5. 3. 3. 2有关线管制冷蒸发器组件的命名和图纸编号,请参阅QMB-J10.004.

图5 4通用设计要求4.1选材规格Ф8* 0. 7邦迪管及规格Ф1.3〜Ф1.5焊丝,特殊要求可参考QMB-J32. 003选择对于要求的管道,如果有明确的RoHS要求,则必须使用符合RoHS的材料进行标记. 有关详细信息,请参阅QMB-J10.009. 4. 2设计要求QMB-J32. 005-2008 3 4. 2. 1根据机柜的宽度和深度的不同,选择设计一体式和宽度和深度不同的蒸发器,通常蒸发器的边缘要远离内胆壁和蒸发器具的装饰部件内壁之间的匹配间隙为0.5mm〜2mm. 可以根据实际需要选择专用蒸发器与内胆,装饰件的配合间隙. 4. 2. 2盘管的直径不得小于管公称直径的3倍. 如果可以将特殊要求放宽到管道公称直径的2.5倍,请参见图2角蒸发器和丝管蒸发器,但不得超过管道的最小弯曲极限. 4. 2. 3蒸发器两端的铜连接管的长度≥100mm(锥形管或毛细管的长度可根据实际需要确定). 保留的焊接管端不得喷涂,未喷涂管段的长度应≥30mm. 4. 2. 4将邦迪管和邦迪管,邦迪管和铜管的粘接部位通过钎焊进行焊接. 管子和管子之间的焊接部分的内表面和外表面不得有诸如焊瘤,裂纹,气孔等缺陷. 焊接熔接段(沿纵向切开焊接段后,沿管道方向,管子和管子在焊接面上达到分子熔合状态的线段面积)≥5mm,请选择焊接符号参考GB / T 324,焊料选择参见QMB-J59. 009.

4. 2. 5钢丝和邦迪管通过钎焊连接. 同一件上的两条钢丝之间的距离应一致,相邻的两条钢丝之间的距离d最好选择6mm或8mm的距离,特殊零件可以选择10mm或12mm的距离,例如蒸发器夹,钢丝布置应均匀,焊丝与线圈的位置偏差≤0. 5mm,焊丝与线圈之间的焊接点,不得使两侧的第一排线圈不合格进行漏焊;虚拟焊接和烧伤. 其他零件中不合格零件的数量不得超过点焊总数的5‰,并且不得圈的同一直线上或同一根导线上出现. 之后,钢丝的末端不得在盘绕钢管的最外端露出. 4.3其他技术要求4.3.1蒸发器的外观,结构和性能应符合QMB-J51.002的要求. 4. 3. 2钢丝排列均匀,不得有任何遗漏的钢丝,折断的钢丝或交叉的钢丝. 4. 3. 3管端的切割端应平整且不歪斜,内和外直径倒角不应有毛刺和缺口,铜屑,铁屑. 4. 3. 4整个线圈管的不平整度不应超过1mm,单件的水平和垂直拱形不得超过2mm. 4. 3. 5装饰条的带扣平整牢固,没有松动和脱落,没有灰尘.
本文来自电脑杂谈,转载请注明本文网址:
http://www.pc-fly.com/a/dianqi/article-203682-1.html
-

-
路平
和政府作对你能赢
-
刘芃林
武官不怕死
 自来水水质光学检测装置,检测方法和过程
自来水水质光学检测装置,检测方法和过程 船 冷凝 真空 【顺德可行性报告√农业养殖
船 冷凝 真空 【顺德可行性报告√农业养殖 雷雨季节的电力安全不可低估
雷雨季节的电力安全不可低估 硬盘修复工具哪个好?硬盘检测修复软件讯息介绍
硬盘修复工具哪个好?硬盘检测修复软件讯息介绍
小问题不断