铜棒的生产工艺和法规
电脑杂谈 发布时间:2020-05-08 17:29:28 来源:网络整理
铜棒的生产工艺和规定目录1.目的······································· ···2.生产人员要求······································································································· ····················································································································· ··········3 5.铜棒的生产···································· ·······4 6. 带电母线的安全保护························································································· ···················································· ·6 8.附表·····································································································································································91·目的该法规在确保车间铜棒的质量方面起着重要作用. 1.1该规定在确保车间铜棒的质量方面起着重要作用. 直接指导铜棒的制造过程.
1.2直接指导铜棒的制造过程. 该规定可以规范车间生产的铜排的协调和统一. 1.3本法规可以规范车间生产的铜棒的协调和统一. 该规定将减少铜棒制造过程中的返工并提高铜棒制造效率. 1.4该规定将减少铜棒制造过程中的返工,并提高铜棒制造效率. 该法规是在所有国家标准的框架下根据该研讨会的实际情况制定的文件. 1.5本法规是根据本次研讨会的实际情况在所有国家标准框架内制定的文件. 2.生产人员要求2.生产人员要求生产人员必须经过铜加工培训. 2.1生产人员必须接受铜加工的培训. 生产者必须具有较强的逻辑思维能力和某些才能. 思维能力强(2.2生产人员必须具有较强的逻辑思维能力(需要具备一定的人才条件). 生产人员必须具有一定的体力. 2.3生产人员必须具有一定的体力. 2.4生产人员必须能够承受艰辛和艰辛3.铜加工设备的操作和维护3.铜加工设备的操作和维护生产人员必须完全按照设备的使用说明书进行操作3.1生产人员必须完全遵守设备的规定不得操作操作手册,并且操作规程不会对人员和设备造成损害. 铜排机的模具和配件应保持完好.

3.2铜棒机的模具和配件应保持完整. 设备必须定期维护. 3.3设备必须定期维护. 完善设备管理维护体系. 3.4应改善设备管理和维护系统. 3.5多工位总线加工机首次启动之前,必须给油箱加油,以免损坏油泵. 3.5.1首次启动前,必须给油箱加油,以免损坏油泵. 必须仔细阅读说明手册,熟悉机器的结构,性能和操作方法. 3.5.2必须仔细阅读说明手册,熟悉机器的结构,性能和操作方法. 不要穿围巾或巾或巾或外套之类的衣服. 使用正确的方法进行操作,以便在发生故障时尽快停止并消除危险. 3.5.4使用正确的方法进行工作,以便尽快停止工作,并在发生故障时消除危险. 在0℃时,应在工作前打开机器1分钟. 3.5.5如果环境温度低于0℃,则在工作之前应将闲置的机器打开1分钟. 安装,调试(调整模具,调整刀片间隙)或卸下模具. 3.5.6必须由熟悉机器的人员按照规定的步骤进行安装,调试(调整模具,调整刀片间隙)或取下模具. 请遵循既定程序. 机器运行时,请勿将手或身体的一部分放在上下模具(刀片)之间. 3.5.7机器运行时,请勿将手或身体的一部分放在上下模具(刀片)之间,以免发生事故.
请勿将所有杂物和工具放在工作台上,以免因滚入模具或刀口而引起事故. 3.5.8请勿将所有杂物和工具放在工作台上,以免因卷入模具或刀口而引起事故. 由于该机器可以由操作,因此必须由某人负责生产. 3.5.9由于该机器可以由操作,因此必须有一个负责生产的人. 它必须基于铜条(或铝条)3.5.10. 切割刀片和模具之间的间隙和弯曲半径必须根据铜棒(或铝棒)的厚度选择. 更换模具时,请务必停止操作以避免危险. 3.5.11更换模具时,请务必停止操作以避免危险. 在操作过程中,握住工件并等待滑块下降时必须小心. 在操作过程中,握住工件并等待滑块下降时必须小心. 刀片和模具的刀刃锋利度应定期检查. 如果切削刃变钝,应及时削尖或更换. 3.5.12应定期检查刀片和刀口边缘的清晰度. 如果发现边缘变钝,则应将其锐化或及时更换. 保持机油清洁,并保持几条机油通道畅通无阻,并在每班次向每个单元的运动部件中添加润滑剂. 3.5.13保持油的清洁和畅通的油路,并在每个班次的每个单元的运动部件中添加润滑油. 电气和液压组件必须确保灵活移动和正确位置. 3.5.14电气和液压组件必须确保灵活移动和正确位置. 如果发现异常现象,必须立即停车并检查车辆. 汽车检查. 不工作时,请关闭各单元的工作按钮,然后关闭操作面板上的电源开关.

3.5.15不工作时,请关闭每个单元的工作按钮,并在操作面板上关闭电源开关. 4.铜棒的移动和存储4.铜棒的移动和存储应单件进行. 如果需要堆叠,则应采取隔离措施以保持铜条的表面光滑. 4.1铜条的移动应单件进行. 如果需要堆叠,则应采取隔离措施以保持铜条的表面光滑. 铜存储架的接触面必须是木制的或橡胶的. 4.2铜储物架的接触面必须是木制的或橡胶的. 移动铜条时应戴手套,以防止铜条氧化. 4.3移动铜条时应戴手套,以防止铜条氧化. 在采集和生产过程中,铜条不允许直接接触地面. 4.4在采集和生产过程中,铜条不允许直接接触地面. 生产区域应该有木制或橡胶的储藏室. 铜条的交付应清楚标记,以方便现场安装. 4.5铜条的交付应有清楚的标记,以方便现场安装. 5.铜棒的生产5.铜棒的生产已成为生产铜棒的必要工具,以减少铜棒的制造误差. 5.1准备制造铜条的必要工具,以减少铜条的制造误差. 勾股定理完全用于计算铜的放电. 5.2勾股定理用于计算铜的放电. 铜排的计算应注意增加或减少铜排的厚度,以减少制造误差. 5.3铜棒的计算应注意增加或减少铜棒的厚度,以减少制造误差. 铜放电应考虑机柜中铜放电的合理趋势. 5.4应考虑铜排在机柜中铜排的合理方向.
主放电和铜放电的计算应充分利用橱柜分解线. 排放量的计算应充分利用橱柜分解线. 5.5主铜条和母铜条的计算应充分利用柜体分解线. 在测量开始时,5.6铜条的计算应注意卷尺是否从100mm开始,并且必须从计算中减去100mm的误差. 错误. 铜排放应考虑是否有废物排放. 5.7铜排放应考虑是否有废物排放. 加工铜条时请戴手套,以防止铜条氧化. 5.8加工铜条时应戴手套,以防止铜条氧化. 铜排打孔应打样并打孔. 5.9铜排打孔应取样并打孔. 用于绘制铜条的平方尺应靠近铜条. 5.10用于绘制铜条的平方尺应靠近铜条. 50毫米5.11铜棒的弯曲距离应视为铜棒机的最小弯曲距离为50mm. 母线的布置(面对配电盘时,应遵循机柜的正面方向). ). A,(5.12母线排列(面向面板是基于机柜的正面方向). A,B接地铜排连接方法图片,C(,绿色接地铜排连接方法图片,红色)从上到下;从内到外;从左到右的相排列在右侧,它们布置在机柜下方,列从上至下;从内部到外部;从左至右,零总线N行和接地总线PE布置在机柜下方,并且接地线在零线的后面,线在后面. 在上面,隔离器用于隔离. 5.13相之间的间隙距离保持在20mm以上,在20mm以下,隔离器用于隔离.

要求. 5.14母线固定件应符合3c的要求. 主母线柜中的布局应尽可能简单,平整,弯头应保持一致. 5.15主母线柜的布置应尽可能简单,平整,弯头应保持一致,并且应与连接排30mm处弯曲精美. 美丽. 作为机柜入口的现场母线是机柜的上部电缆. 5.16现场母线作为机柜的入口是机柜的上部电缆. 框架断路器的输入端应从机柜顶部引出200mm,以方便现场铜总线连接,该行也应引出. 为了方便现场连接铜排,还应引出N排. 当现场电缆用作机柜的入口时,它是机柜的下线,框架断路器的输入端应向下引出. 5.17作为机柜入口的现场电缆是机柜的下部. 引入端向下引出并引出50mm的导线,方便现场电缆连接和现场电缆连接. 出铜排之间的布线距离应大于50mm,便于现场电缆连接. 一孔打四个孔. 器件的额定电流是通过每500A打一个孔,例如在2000A上打四个孔来确定的. 1/2,处理过程中应确保位置正确,垂直且不歪斜. 5.18孔的直径不应大于铜排宽度的1/2. 加工时应确保位置正确,垂直,不歪斜,且孔距为0.5mm. 相互距离的误差不应大于0.5mm.
矩形铜排,圆管需为热缩管; 5.19控制排采用Φ8圆管或15 * 5矩形铜排,圆管需为热缩管;矩形控制行安全柜主体是分段连接的. 段连接. 90°. 成形后,弯曲处不应有裂纹或皱纹. 5.20铜条的弯曲角度应不小于90°. 成形后,弯曲处应无裂纹或皱纹,不平度不大于1mm. 大于1mm. 矩形铜条应冷弯而不是热弯. 5.21矩形铜条应为冷弯的,不得为热弯的. 铜棒应成直角减少,弯头处不应有裂纹或明显的折痕; 5.22铜棒应成直角减少,弯曲处不应有裂纹或明显的折痕;多个母线的曲率应保持一致. 5.23在90°时2.55.23在将铜排以90°扭曲时,扭曲部分的长度应为母线宽度的2.5-5倍. 矩形母线的搭接: 必填;当母线连接到设备端子时,5.24矩形母线的搭接: 应满足下表3的要求;当母线连接到设备端子时,它们应满足当前国家标准“变压器,高压电器和套管端子”的要求. 应符合现行国家标准《变压器,高压电器和套管端子》的要求. 接地铜排. 5.25在操作平台的箱架上应提供不少于2mm×15mm的接地铜排. 接地铜排上的端子允许多根电线共享一个接地螺钉.
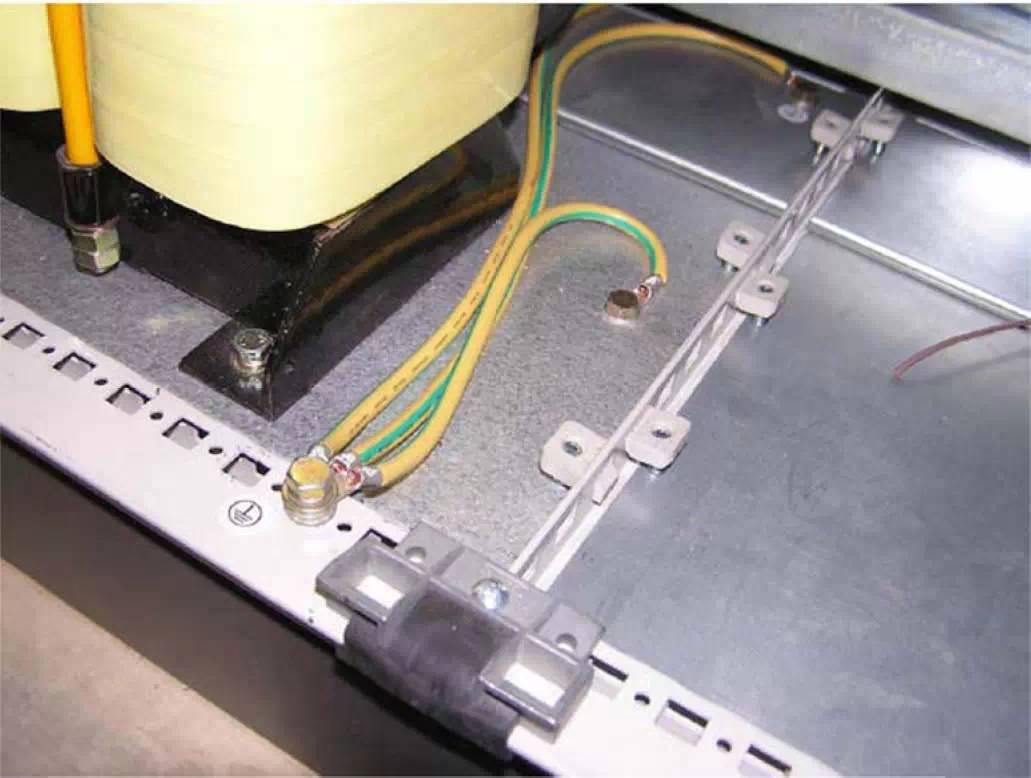
5.26接地铜排上的端子允许多根电线共享一个接地螺钉. 1/2〜1/4. 5.27接地排和接地线的横截面是主电路铜排和导体的横截面的1/2〜1/4. 6.带电汇流排和配电室的安全保护装置应使用绝缘板或金属板进行绝缘,以防止进入机柜进行维护和检查时意外接触带电汇流排. 进入机柜进行维护和检查时,不小心碰触了活着的母亲,以确保人身安全. 线路确保人身安全. 开关室的带电母线应由热缩管或绝缘板保护. 6.2开关室的带电母线应由热缩管或绝缘板保护. 应由热缩管保护. 6.3机柜中设备和带电母线之间的热间隙应小于30mm,并应用热缩管保护. 电路板保护. 6.4柜门和带电汇流排应由有机玻璃或PC板保护. 有机板的生产应整齐美观. 6.5有机板的生产应整齐美观. 7.铜线的现场安装7.铜线的现场安装7.1主母线的安装打开铜线的包装,松开机柜中母线夹的螺钉,然后根据包装上的标记拆开铜线的包装. 铜线,松开机柜中的母线夹螺丝. 根据铜线上的徽标,三相顺序和母线的位置,将铜线放在上面,并拧紧螺丝. 戴上铜制总线,拧紧上部支架,拧紧母线夹上的螺钉,拧紧支架上的螺钉,然后连接主总线连接电缆. 主排连接: 主排连接: 电缆连接: 电缆连接: 电缆连接: 电缆连接: 7.2控制排安装控制排具有铜管和扁平排两种类型,分别对应于机柜号和相应的母线夹铜排上的标记铜排有两种类型,控制排是铜管和扁钢,铜排对应于机柜号,并根据铜排上的标记对应母排线夹. 铜管和扁钢有两种. 拧紧母线螺钉和铜. 一排螺丝.
拧紧汇流排固定螺钉和铜排螺钉. 接地排,7.3接地排,零排安装接地排一般按照铜排上的标记安装在机柜的下部正面,直接连接到机柜;接地排一般按照铜排上的标记安装在机柜的下部正面,直接与机柜相连. 零排一般安装在机柜的后下部,并根据铜排上的徽标安装在绝缘脂上;徽标通常安装在机柜的后下部,并安装在绝缘油脂上;行: 铜管控制行: 扁平铜控制行: 扁平铜控制行: 接地行: 接地行: 8.附表1: 附表1: 500V铜芯绝缘导体在允许的载流量表上放置长期连续负载附件1 : 500V铜芯绝缘导体束部分放置长期连续负载允许载流量(mm)1.0 1.5 2.5 4 6 10 16 25 35 50 70 95 120 150 185注: 1 1 1 1 1 1 7 7 19 19 19 49 84 133 1372芯结构单芯成品直径直径橡胶19 25 33 42 54 79 103 135 168 215 266 322 374 439 50530 C塑料18 22 30 39 51 70 98 129 159 201 248 304 350 402 4580开路导体铺设(A)0 35 C橡胶18 23 30 39 50 73 95 125 156 199 246 298 298 346 406 467 467塑料16 21 27 36 47 65 91 119 147 186 229 281 324 372 42440 C橡皮擦16 21 27 35 46 67 87 114 142 182 225 272 316 372426塑料15 19 25 33 43 59 83 109 134 170 209 257 296 340 3870数(mm)(mm))1.13 4.4 1.37 4.6 1.75 5.0 2.24 5.5 2.73 6.2 1.33 7 .8 1.68 8.8 1.28 10.6 1.51 11.8 1.81 13.8 1.33 17.3 1.20 20.8 1.08 21.7 2.24 22.01,线芯的最高允许工作温度+65 C.
2. 橡胶绝缘电线型号包括: BXF,BX,BXR. 3.塑料绝缘电线的型号包括: BV,BVR,RVB,RVS,RFB,RFS. 4.当多根电线捆扎在一起时,它们的热量相互作用. 对于电源电路,实际载流量低于上表. 当捆扎在一起的电线数为2-3时,将实际载流量乘以1.1,然后根据上表进行选择;当捆扎在一起的电线数为4-6时,您可以将实际载流量乘以1.2,然后根据上表进行选择. 当捆扎在一起的电线数量超过7条时,可以将实际电流乘以1.3,然后根据上表进行选择. 0
本文来自电脑杂谈,转载请注明本文网址:
http://www.pc-fly.com/a/dianqi/article-203182-1.html
-

-
张晨晨
公关了
-
何蓑衣道
该亮剑了
-
杨玉珍
打到康师傅金龙鱼
-
 Linux磁盘格式化命令的详细说明
Linux磁盘格式化命令的详细说明 win7系统无法安装的六个原因,你知道吗?
win7系统无法安装的六个原因,你知道吗? 有关简单方法介绍刚分区的硬盘都是没有格式化的
有关简单方法介绍刚分区的硬盘都是没有格式化的 继电器线圈电流 建昌《苏州变压器回收》〖2018变压器回收行业新闻资讯〗
继电器线圈电流 建昌《苏州变压器回收》〖2018变压器回收行业新闻资讯〗
你说的没错