环氧乙烷尾气的回收装置呼吸阀
电脑杂谈 发布时间:2019-05-22 18:10:19 来源:网络整理
全防罐为由内罐和外罐组成的储罐,其内罐和外罐都能适应储存低温冷冻液体,内外罐壁之间的间距为1m~2m,罐顶由外罐支撑,在正常操作条件下内罐储存低温冷冻液体,外罐既能储存冷冻液体,又能限制内罐泄漏液体所产生的气体排放。双防罐为由内罐和外罐组成的储罐,其内罐和外罐都能适应储存低温冷冻液体,在正常操作条件下,内罐储存低温冷冻液体,外罐能够储存内罐泄漏出来的冷冻液体,但不能限制内罐泄漏的冷冻液体所产生的气体排放。锅炉水处理设备主要有手动式、国产组合式,多路阀式几种,其中多路阀式软化水是目前市场上的主要产品,以的多路阀及控制器为核心,配用国产的树脂罐、盐箱、管道等材料构成全自动软化水设备。
目的在于提供一种聚合物聚醚多元醇反应溶剂环氧乙烷尾气的回收装置,该装置能够回收环氧乙烷储存过程中的尾气,大大降低了储存过程中的环氧乙烷的损耗,提高储存过程中的安全性。
通过如下技术方案来实现的:
5.根据权利要求1所述的一种废旧冰箱聚氨酯泡沫发泡剂的连续回收系统,其特征在于,所述的冷凝回收装置包括水热交换器、制冷机组、冷凝压缩装置、液态发泡剂存储罐和独立活性炭塔,所述的水热交换器的输入端分别连接至第一活性炭塔装置和第二活性炭塔装置的输出端,所述的水热交换器、冷凝压缩装置和独立活性炭塔依次顺序连接,所述的制冷机组连接至水热交换器,所述的冷凝压缩装置连接至液态发泡剂存储罐,所述的独立活性炭塔连接至大气排放口。冷凝回收装置包括水热交换器401、制冷机组402、冷凝压缩装置403、液态发泡剂存储罐404和独立活性炭塔405,水热交换器401的输入端分别连接至第一活性炭塔装置和第二活性炭装置的输出端,水热交换器401、冷凝压缩装置403和独立活性炭塔405依次顺序连接,制冷机组402连接至水热交换器401,冷凝压缩装置403连接至液态发泡剂存储罐 404,独立活性炭塔405连接至大气排放口 5。1.一种废旧冰箱聚氨酯泡沫发泡剂的连续回收系统,其特征在于,包括用于从聚氨酯泡沫粉末中分离发泡剂的分离装置、第一活性炭塔装置、第二活性炭塔装置、用于回收发泡剂的冷凝回收装置和设有发泡剂浓度传感器的大气排放口,所述的分离装置通过管道分别连接至第一活性炭塔装置和第二活性炭塔装置的输入端,所述的第一活性炭塔装置和第二活性炭塔装置的输出端通过管道分别连接至冷凝回收装置和大气排放口。
所述的冷凝器外循环-10°C以下冷冻盐水。
所述的回收装置还包括收集罐与环氧乙烷储罐之间的连接管道,管道上设有回收泵。回收泵使用防爆泵。
其中, 所述吸附步骤包括:先将含三乙胺的冷芯盒制芯尾气进行预处理,去除尾气中的粉尘,再将尾气通入吸附塔,吸附塔含有用于吸附三乙胺的吸附剂,经吸附后的气体从吸附塔排出。2.1.3 异合成 tda、mda 等有机胺原料在氯苯、二氯苯等溶剂存在的条件下,在光气化反应器中与光气反应生成 tdi、mdi 等异,过量的光气和副产物氯化氢分别被光气吸收塔、盐酸吸收塔吸收,工艺尾气送入光气分解塔处理。硫酸干燥,且能用向上排空法收集,说明气体的密度比空气大,没有尾气吸收装置,说明气体无毒,则a、铜屑和浓硝酸反应生成二氧化氮气体,有毒,应有尾气吸收装置,故a不选。
利用回收装置,其环氧乙烷尾气回收过程如下:
1)打开冷凝器的-10°C冷冻水,经冷凝器外循环冷却。
2)打开连接环氧乙烷储罐尾气出口的呼吸阀和安全阀底阀,环氧乙烷储罐尾气经冷凝器冷凝。

3)尾气冷凝液进入收集罐,内循环保温开启。
4)当收集罐液位达到80%时,打开回收泵,直接泵入环氧乙烷储罐。
5)不凝气经尾气吸收塔水吸收后直接排放大气中。
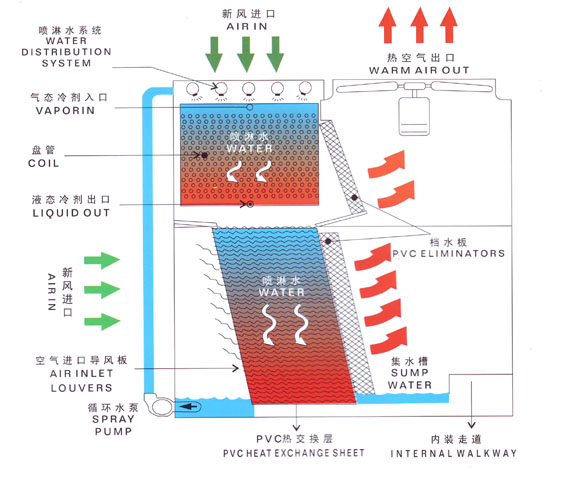
新型的聚合物聚醚多元醇反应溶剂环氧乙烷尾气的回收装置,对环氧乙烷尾气进行冷凝和吸收处理,将环氧乙烷尾气冷凝后由收集罐回收,不凝气由吸收塔吸收后排放尾气冷凝器工作原理图。该装置能够回收环氧乙烷储存过程中的尾气,大大降低了储存过程中的环氧乙烷的损耗,同时提高储存过程中的安全性。本实用新型装置结构简单,在生产中具有实际应用的价值。
附图说明

图1环氧乙烷尾气回收装置的结构。
其中:1、环氧乙烷储罐,2、冷凝器,3、收集罐,4、尾气吸收塔,5、回收泵。
具体实施方式
福清回收十六十八醇150-300-72886(24小时必达)哪里回收聚醚多元醇、回收过期聚醚多元醇、回收废旧聚醚多元醇、回收库存聚醚多元醇、回收聚氨酯组合料、回收聚氨脂黑白料、回收聚氨酯ab料、回收聚氨酯发泡剂、回收聚醚发泡剂、回收mdi、冰箱厂黑白料回收、保温组合料回收、汽车座椅组合料回收、浇注组合料回收、矿井聚氨酯组合料回收、弹性体组合料回收、回收、聚酯多元醇回收、聚醚黑白料回收、聚合mdi回收、液化mdi回收、改性mdi回收、纯mdi回收、软泡组合聚醚回收、硬泡组合聚醚回收、异酸酯回收,二回收,异酸酯回收回收石蜡,回收聚醚多元醇,回收松香树脂,回收热熔胶,。 也可采取水循环利用的措施, 例如: 对洗瓶机碱液回收再利用, 洗瓶机碱液由于污泥多等需定期排放, 而排放时碱液浓度仍然较高, 符合正常洗瓶要求,同时含有大量的洗瓶剂、 活性霉等具有很高的回收价值, 通过用泵将碱液打入沉淀罐, 该罐容积略大于碱液容积, 沿罐切线方向打入, 通过旋涡沉淀后, 将第四章 防污措施21 澄清液沿切线再打入储存罐备用, 通过两次沉淀后, 洗瓶机碱 1 换水时,将回收的清液再打入碱 1 槽, 这样即减少了排放, 又节约了用水和降低了火碱和洗瓶剂的用量, 大大降低了 洗瓶成本。9.2.4 合成装置(04000)合成装置包括04100合成气压缩、04200醇烷化、04300氨合成、04400冷冻、04500氢回收、04600无动力氨回收、04800尾气转化等7个工序,计有反应器4台,换热器22台、塔器13台、工业炉4台、其他类设备13台。

所述装置的冷凝器2,与环氧乙烷储罐1的尾气出口连接,冷凝器2外循环-10°C 冷冻水对环氧乙烷尾气冷却尾气冷凝器工作原理图。
冷凝器2出口连接收集罐3,收集罐3上部气体出口连接尾气吸收塔4。环氧乙烷尾气冷凝后,其中环氧乙烷溶剂进入收集罐3内,不凝气由收集罐3上部气体出口进入尾气吸收塔4。尾气吸收塔为水吸收塔,高度高于15米,使尾气排放达到环保标准。
在收集罐3与环氧乙烷储罐1之间由管道连接,管道上设有回收泵5。回收泵5使用防爆泵。当收集罐3液位达到80%时,由回收泵5将回收的环氧乙烷直接泵入环氧乙烷储罐1中。
利用本实用新型的上述回收装置,其环氧乙烷尾气回收过程如下:
1)打开冷凝器2的-10°C冷冻水,经冷凝器2外循环冷却。
2)打开连接环氧乙烷储罐1尾气出口的呼吸阀和安全阀底阀,环氧乙烷储罐1尾气经冷凝器2冷凝。
3)尾气冷凝液进入收集罐3,内循环保温开启。
4)当收集罐3液位达到80%时,打开回收泵5,直接泵入环氧乙烷储罐1。
5)不凝气经尾气吸收塔4水吸收后直接排放大气中。
本文来自电脑杂谈,转载请注明本文网址:
http://www.pc-fly.com/a/dianqi/article-100581-1.html
 洒水车制造商|报价|点
洒水车制造商|报价|点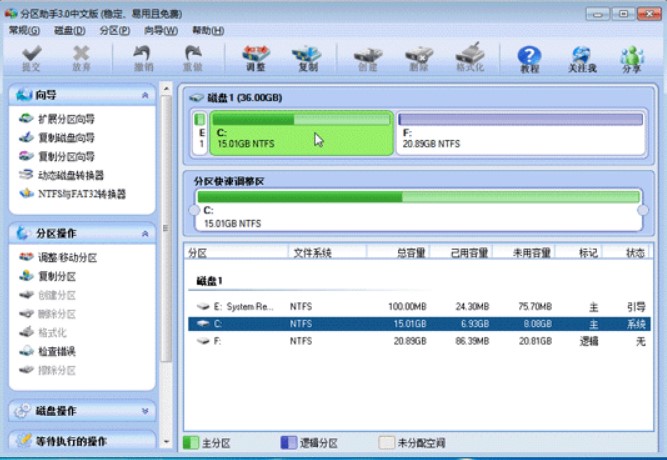 使用分区助手彻底删除文件教程图3所示的操作步骤
使用分区助手彻底删除文件教程图3所示的操作步骤
 江北格兰仕空调维修服务网点24小时维修中心
江北格兰仕空调维修服务网点24小时维修中心 笔记本(Acer 4741G)已升级到固态驱动器
笔记本(Acer 4741G)已升级到固态驱动器
幸好昨天买了一包