PP微孔膜.pdf
电脑杂谈 发布时间:2020-05-01 21:13:11 来源:网络整理
2013年第23卷第4期塑料包装53PP微孔膜付朝贵(江苏景宏新材料技术)摘要: 聚丙烯微孔膜的性能,孔隙率为30-35%,平均孔径在200-800A时,有效氮传输速率为l-5×10〜mL / cm 2(在自然环境中),在所有方向上的拉伸强度均大于60Mpa,与通过双轴拉伸获得的高B晶体含量相比,其性能热固性微孔膜. 关键词: 氮渗透性,孔隙率,循环寿命,聚丙烯微孔膜...的超规复(江苏景宏新材料技术)摘要: 聚丙烯微孔膜的特征是孔隙率在30%至35%之间,分析孔径为200-800埃. 膜上在两个方向上连续的双轴拉伸步骤是制备高1-5%的氮的渗透系数,且在膜平面上所有方向的拉伸强度都大于60Mpa,该连续步骤是由高含量的8晶起始膜和热定形的拉伸膜组成.
关键词: 氮孔隙度循环寿命和欧盟NO0,108,601A2的渗透系数,它们的微孔是在拉伸1的发展领域形成的,这首先具有相关的单轴冷却拉伸,并为目前的发展增添了叙事微孔膜是热拉伸,半结晶,气密和弹性的PP膜. 这个过程. 本发明的具有孔的膜是开孔膜. 这些拉伸方法经济,技术和简单,因为从薄膜的一侧通向另一侧的孔必须连接而不溶解. 眼药水. 通过单向拉伸产生的孔,连接各向异性膜的细丝,拉伸前本发明膜的膜内部,孔径和弯曲路径在强度下清晰可见. 横向拉伸强度非常低,通常在一定范围内,并且通常小于可见光波. 大约10Mpa. 发明的PP微孔膜确实是多孔的,并且将孔与欧洲NO进行比较. 薄膜中包含0,108,601A2 PP微孔薄体积,允许孔的结构通过N :,拉伸薄膜,是相同的铸造方法,使用30%PP材料和70%性能是其他薄膜之间的区别满足要求的优先性能. 将低分子量聚合物的重量比热混合并挤出以在流延辊上形成固体片,并且在PP材料和低分子聚合物之间形成少量的微孔. 2这些薄膜可以具有高孔隙率. 就速率而言,我们将现有的美国NO3、801、404薄膜样品放入样品中,但也存在不可避免的缺陷,干拉伸比在54卷塑料包装中需要大量溶剂(2013卷). 23号4

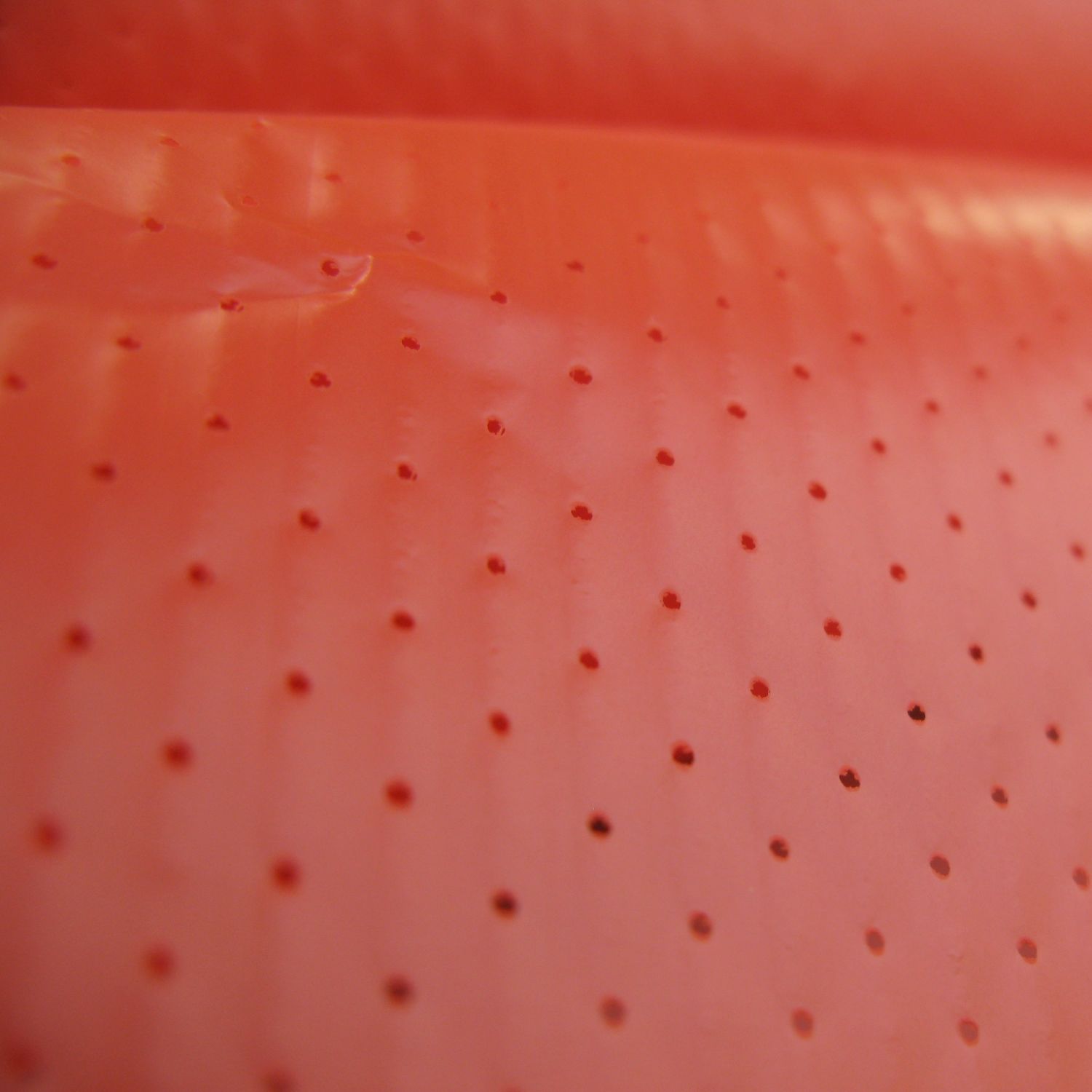
PP微孔膜在许多行业中都很有吸引力,包括医学,受控分离,电化学,电池隔膜和微孔过滤膜. 这些微L膜的应用需要微孔的尺寸,该尺寸在0.05m的范围内,并且分布范围窄,间隙率高,允许气体通过并且具有良好的液体亲和性,并且具有优异的机械性能还需要可以有效生产的技术方法. 发明描述: 引入的本发明是一种新型的PP微孔膜及其生产方法. 与过去已知的PP微孔L膜相比,它具有高的孔隙率和允许的渗透性,狭窄的孔隙率分布以及改进的机械FlG {图1膜片表面的照片性能. 本发明介绍了新的PP微孔L膜拉伸方法(2). 图2是本发明的PP微孔膜连续微孔L直径的方法. 该膜从无孔的结晶开始有孔薄膜,并且具有大量的流速. 改变曲线. B水晶. 该过程的第一步: 在双轴拉伸之前,将铸件成形为微孔结构. 第二步,在双向拉伸的情况下,进行热定型. 猛禽进一步增加了孔隙率,稳定了孔隙结构并提高了耐热性. 并成为最终的成品微孔膜. . 均匀的PP膜的开始包含13个晶体,这很常见. 通过PP和小颗粒的成核剂B在挤出板坯的过程中的形状为n)∞{∞! Di∞成核. ∞* SlZ £ F} G 2目前发明的微孔PP薄膜的特征在于L间隙比. 在图在图2中,横坐标是L直径的大小. 30__40%,通常大于35-40%,平均孔径为100-纵坐标为流量变化2000A,通常为2O()-8O0A,且孔径分布狭窄.
(3). 图3表明,PP微孔膜的拉伸比影响氮的渗透性. 透氮膜的系数为1-5×10ml / cm. 系数曲线. 秒,atm. 超过2×10毫升/ em. 秒,更大. 机械强度比其他薄膜更均匀,并且薄膜在所有地方都相似. 在所有方向上的抗拉强度均大于60Mpa,并且可以大于70Mpa. 本发明的关键技术是高含量B晶体PP流延片的均匀性和特殊的双轴拉伸技术,以形成独特的微孔结构,形态和机械性能. 结合附图,将在发明技术的详细描述中反映出本发明的优点. 附图说明: 图3(1). 图. 图1是用扫描电子显微镜拍摄的PP发明的微孔. 图. 3横坐标是薄膜的拉伸比. 胶片表面照片,放大倍率72,500. 纵坐标是通风系数. 优点描述: 2013 Vol.23 No.4塑料包装55从高含量的I3晶体片开始,比较了本发明的高K浇铸和均匀的结构,然后进行了双轴拉伸微孔PP膜. 等规聚丙烯可以改变几种晶体,单次拉伸形成新的微孔膜,拉伸过程是两个垂直的斜晶体是最常见的. PP六边形的8晶形式被拉伸. 在特殊的结晶条件下,有不同的双轴拉伸,逐步拉伸以及同时形成晶核的方法. PP中的B形成晶核,例如拉伸.
目前使用这两种方法来改善微孔,例如中国NO,1,004,076B. Angew. makromo1. 化学膜的机械性能可以在横向或纵向上增加一倍,94,213(1981). J,Applpolym. Sci,36,995(1988). 使用常规工艺参数沿任意方向拉膜以在PP中无孔的片材中形成核的技术是技术拉伸,但拉伸比较低. 关键点是,在使用多个拉伸工艺时,可以将不含PP的L型片材进行比较,以促进精确的最终拉伸比. 使用PP的等温曲线,选择等规度大于96%. 熔体是指最终拉伸比=最终拉伸宽度或长度/拉伸次数为约0.1-70,优选0.5-3O. 前部宽度或长度. 3.在本发明的开始时适当地比较膜的结构类型. 拉伸过程是沿两个垂直方向拉伸,我们将了解垂直和水平方向的区别和技术. 例如,习惯上蜗牛的拉伸比优选相同或略有不同. 对于同时拉杆挤出设备,提供了一组令人满意的悬挂式模具. PP拉伸,建议对纵向和横向拉伸比使用相同的拉伸比. 当将两步原料和成核剂输送到挤出机的料斗中并且将PP原料熔融拉伸时,双向拉伸温度和拉伸比会略有降低,而螺杆则通过a狭窄的缝隙形成了铸造变化.
从流延辊上剥离的薄片. 通常,PP的挤出熔融温度在80-140%的双轴拉伸温度范围内. 优选的拉伸温度高于PP的熔点. 优选的温度范围是180-250℃. 拉伸温度为90-130℃,拉伸后K铸件的结构和性能准确. 薄膜铸件的相对B晶体发生了明显变化,包括多步拉伸和同时拉伸. 其含量在下述文献中给出详细的双轴拉伸溶液,微孔膜的拉伸倍率为1.5〜20. 优选的拉伸比为2-10. K: IB(300)/ I8(300)-Ia(110)-Ia(040)的拉伸速率也对微孔膜有一定影响,拉伸-Ia(130)的速率建议在每个方向上的变形小于10 /雨-1. Ia(hkI)和IB(hkI)是X射线衍射的中宽度. 角拉伸后的微孔膜必须进行热定型,以使尺寸稳定性的强度与B晶体的变化之间产生差异. 热定型温度通常为90-155℃,并且优选的温度是如果K值为零,则表示在铸件中如果为110-140℃,则0晶体没有变化. 热定型处理的时间通常在拉伸后. 只有B晶型的转变,而平板的K值会使平板形式为1-30min,优选的时间为0.5-5n. 图1是扫描微L,一般K值大于0.5,优良K值大于0.7.

电子显微镜拍摄的PP微孔膜的部分表面照片. 在图I中,膜中8-晶体含量的渗透率不明显. 微孔膜的渗透性非常明显. 有圆孔,几乎所有的圆孔都在. 薄膜表面很重要. 初始纸张变薄,并且测得的K值不同. 抹布是均匀的,孔径通常为300-1000A. 如果B晶体在微孔膜的厚度方向上的含量较小,则膜的孔隙率大于20%并且达到30-40%. 大多数孔隙度的厚度会很薄,导致薄膜的厚度在30%至35%范围内,最终孔隙度是孔隙体积的渗透率降低2-3%甚至更大. 该数量决定以下方程式: 铸造过程的控制是获得高含量的8个晶体孔隙率= Vp / Vf: (Vf-Vr)/ Vf. 铸件的合适温度为80-135℃. Vf是在流延或剥离期间微孔膜的总体积,包括两部分. 一方面,使用各种方法来使铸件p的晶体含量均匀而没有Vr. PP原料的一部分是孔体积Vp. 微孔膜与另一个技术问题之间的区别在于,挤压铸造冷轧辊的平均孔径和气流的平均孔径为100-2000A,其中大多数为2O0-8O0A的组合. 必须控制冷辊的空气温度和气流. 之间冷. 孔径的测量是基于压力气泡和溶剂辊周围环境的热环境,因此,当环境温度的渗透方法发生较大变化时,该方法可以在1985年由John Wiley进行控制. 和华,使温度更稳定.
Sone在“人造聚合物分离器”中的R,E和K. 生产56塑料包装2013年第23卷第4期使用上述500cm的组合制作的不稳定孔的尺寸示于表1. 膜方法的平均孔隙率. 图2所示的曲线是微孔膜稳定在30.4%且波动很小的原因. 主要. 表1孔隙率测试结果确定了微孔L的平均pa'v,相对大小的50%不稳定. 孔隙率测试结果是稳定的. 脉动的大小分布可用于两个拉伸率R90N0. 描述了相对于Rm的L间隙比%. 由下式确定: 130R90 = qb90 / qbav231Rm = m / av329qbm是孔的最大尺寸,qb90相对不稳定430 L相对90%,当前的微孔膜R90和Rm通常分别小于531和2. 膜孔径的宽和窄分布的特征是630733,这与根据优选的优选方法的重要膜830和过滤介质的应用不同. 930微孔膜的特性,对气体和液体的高渗透性1030性能. 微孔膜的氮渗透系数为25℃,标准大气压平均为3O. 4倍,通常大于5×10毫升/厘米. 优秀实例3: 一种特殊的PP铸件A,K值为0.80,1--5×10 ml / cm secatm.

透气度系数是在110cc的温度下,通过下式通过双轴拉伸,同时拉伸: 方法,有限的拉伸倍数5,拉伸后的膜的平均细孔径P: Qd / Pat470A,细孔来确定的. 分布R90 = 1.87. Q是膜被浸渍的面积A的体积. 该膜在另一个示例4中: 特殊的PP铸件A,K值为0.82,在压力P下,时间t,采用更好的工艺技术在1l5的温度下于℃双轴拉伸,其机械性能同步拉伸制得的微孔膜更好,拉伸性能在薄法中,拉伸比不同,证实了膜的各个方向的渗透系数是一致的. 薄膜的张力大于恒定值,拉伸比的影响如图3所示. 渗透系数表明,在120-150Mpa时60Mpa,薄膜的断裂伸长率大于最大拉伸比约3. 30 %,通常为150-200%,弹性模量为0.4-1. 实施例5: 特殊的PP铸件A,K值为0.82,2Gpa. 规定了抗张强度的检测方法. 使用25inot的同步拉伸和100 mm / min的拉伸速度在115°C的温度下双轴拉伸样品的有效长度. 方法,不同的拉伸比,拉伸后薄膜的拉伸强度,PP微孔薄膜不是亲水性的,可以通过在20℃环境下的测试结果列于表2中.
通过物理或化学方法引入亲水基团会改变表2所示膜的机械性能的极性. 微米级L膜可满足在水系统中的应用. 实施例1: 一种特殊的PP流延片A,K值为0.85,I试样拉伸弹性模量G拉伸强度Mpa断裂伸长率在110%的温度下使用同步拉伸1 4.4O进行双轴拉伸. 5170l35法,将拉伸倍数限制为2.7,在相同的拉伸倍率1.3 / min-1下,拉伸后样品A的平均孔径为690A,氮气渗透2 7.80.65105753 10.2 0.6679360过量倍率为1.73×10 ml /厘米SeCatm. 4 13. O 1.0813340示例2: 一种特殊的PP流延片A,K值为0.84,〜在110℃的温度下双轴拉伸,同时进行拉伸. 实施例6: 一种特殊的PP流延片A,采用各种K法,拉伸倍数限制为6,拉伸后的微孔膜毫无价值,在115℃的温度下进行双轴拉伸,并保持相同的孔隙率. 面积明显不同. 该区域具有大约相同的拉伸方法,相同的拉伸系数,拉伸后薄膜的平均气孔,2013年. 23,第4号塑料包装57直径,氮气渗透性,测试结果如表3所示. 度数有一定限制.
电影中有些变化. 但是,K值对PP微孔膜性能的影响会使这些技术偏离创造技术规则. PP隔膜的要求是什么: K值渗透率(m [/cm.secatm)局部孔径101(A: 1,通过拉伸高含量的13晶铸件形成0.572.03×l0630的微孔膜,膜的孔径为1000-2000A,氮气渗透系统为0.6663.00×10-502,数量约为1-5×10〜ml / em2seeatm,膜的拉伸强度为0.9692.10. ×10732在所有方向上60至150 Ma. 0.7794.35×107662,PP微孔膜的性能,PL的空隙率约为30-40%,LP膜的平均孔径在200-800A之间实施例7: 特殊的PP流延片A的K值为0.71、3,且微孔膜满足项目1和2的要求,但在120℃的温度下具有窄的双轴拉伸,且同时拉伸的孔径分别为,拉伸比R90小于2. 方法,限制拉伸比4.1,拉伸膜后,聚苯乙烯e和4,微L膜断裂伸长率为30-200%的混合乳液. 对于平均粒径为600A的颗粒,弹性模量在0.4Ppa至1.2Gpa之间. 2.5低于标准大气压L幼虫的不同压力的薄膜为微型注: 这是1992年7月2813年联合过滤,经过液体净化过滤
.
状态专利(19)文本的翻译. 可以看出有孔薄膜,我们理论参数的优化和实例在该领域的运行已经落后发达国家近15年了. 但是仍然有参考价值. 作为进一步的解释,此创作中有一些技术保护,(详细信息: unitedstatespatent(19)). 但是,这里没有详细的解释,但是有一个有限的特殊解释. 由于这些解释具有一定的主观性,因此,某些程序(续第62页)“塑料薄膜,片材和包装材料容器的有机气体渗透性测试方法”正在将济南蓝光机电技术作为主要起草用途. 新的测试方法-真空法. 一方面,这是有帮助的,国家包装产品质量监督检验中心(济南)和山宇将由东部质量检验协会联合编写的“平衡塑料薄膜和包装材料指南”进行了测试. 当前实验室中已经使用的平衡方法. 另一方面,这两种测试方法可以用来进一步验证“片材和容器的有机气体渗透性的测试方法”(GB / T测试数据的有效性. 28765-2012)国家推荐标准,目前由近31个包装容器整体检验技术发展迅速,由国家检验检疫总局于2013年5月1日发布,容器检验和薄膜检验仅在检验室的结构中进行,对其他检测方面,因此也通过普通有机气体(例如苯,酯,醇,酮,醛,醚等)的渗透,将容器的有机气体渗透性引入本标准,从而拓宽了渗透性的过程. 与大多数薄膜材料发生反应,会膨胀标准测试对象. </ p>
这种现象导致材料的结构特性发生变化,进而影响“包装材料塑料薄膜,片材和容器的有机气体阻隔性能,这目前还不是用于有机气体渗透率测试透射率的全球测试方法” “它涵盖了平衡法和真空法这两种测试方法标准的原因之一. 在研究领域,该测试方法是有机气体渗透率的首个国际测试方法. 定量测试方法-平衡方法是使用最广泛的方法. 为此,将消极标准用于食品,药品和化妆品的科学评估. 包装材料由研究小组负责起草该标准,以提供为该方法的工具有机气体渗透性(即,香气保留性能)的一种度量,以进行为期两年的全面分析和数据验证工作. 该检测方法还标志着济南蓝光机电技术肯定了该方法能够满足包装材料有机透气性研究领域中对检测指标的检测和定量要求. 并提出科学性和应用技术水平在国内处于领先地位.
本文来自电脑杂谈,转载请注明本文网址:
http://www.pc-fly.com/a/bofangqi/article-195690-1.html
-

-
李志伟
还有心情在对中国说三道四
-
姬宫千子
这样他就有理由制裁在国际上摸黑我们了
 优酷上线高清经典专区 豆瓣超高分影剧过半
优酷上线高清经典专区 豆瓣超高分影剧过半 下载适用于Android的最新视频播放器
下载适用于Android的最新视频播放器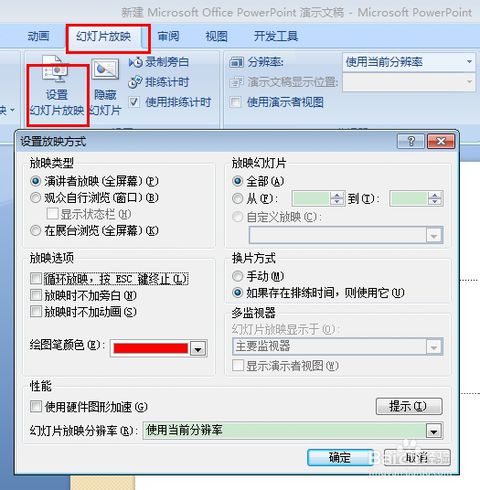 如果PPT课件制作了多张幻灯片并且只能播放其中的一部分,该怎么办?
如果PPT课件制作了多张幻灯片并且只能播放其中的一部分,该怎么办? 如何更换华硕笔记本电脑键盘?笔记本电脑键盘维修费用多少
如何更换华硕笔记本电脑键盘?笔记本电脑键盘维修费用多少
光看数量就行了